รายละเอียด: ไถด้วยมือของคุณเองแบ่งปันการซ่อมแซมจากผู้เชี่ยวชาญจริงสำหรับเว็บไซต์ my.housecope.com
โครงสร้างการทำงานหลักของคันไถ (รูปที่ 123) คือตัวเครื่องที่ประกอบด้วยคันไถ 6, ใบมีด 1, กระดานสนาม 7 และแร็ค 2, คัน 3, พายพาย 5, มีด 4 และอุ้งเท้าลึก 8 .
การทื่อของคันไถ เช่นเดียวกับการสึกหรอหรือการเปลี่ยนรูปของใบมีด พายพาย มีดหรือกระดานสนาม เพิ่มความต้านทานการลากของคันไถ นำไปสู่การสิ้นเปลืองเชื้อเพลิงมากเกินไป ทำให้คุณภาพของการหมุนเวียนของตะเข็บแย่ลง การพังทลายและการรวมตัวกันของพืช สารตกค้าง
ข้าว. 123. ตัวการทำงานของคันไถติดตั้งอยู่บนโครง
คันไถใช้หุ้นสองประเภท:
สี่เหลี่ยมคางหมู - มีคมตัดตรง (รูปที่ 124, a) และรูปสิ่ว - มีนิ้วเท้าหนาและงอลง (รูปที่ 124, b)
ส่วนแบ่งทำจากเหล็กเกรด L65 ที่ทนทานและทนต่อการสึกหรอ และได้รับการบำบัดด้วยความร้อนเพื่อเพิ่มความต้านทานการสึกหรอ อย่างไรก็ตาม สภาพการทำงานในดินนั้นยากเกินไปจนเศษดินหมดเร็ว เมื่อสวมคันไถ ใบมีดจะทื่อและรูปร่างของนิ้วเท้าจะเปลี่ยนไป ในรูป 125 ขอบตัดขวางของใบมีดของชิ้นส่วนรูปทรงสี่เหลี่ยมคางหมูและสิ่วที่สึกหรอ เมื่อใบมีดทื่อ ความหนาจะเพิ่มขึ้น และ Faoka (ด้านหลังศีรษะ) จะก่อตัวขึ้นที่ด้านหลัง เมื่อหุ้นหมดสภาพ การทำงานของคันไถก็จะแย่ลง กล่าวคือ หุ้นสูญเสียความสามารถในการเจาะเข้าไปในดิน และทำให้เสถียรภาพของคันไถถูกรบกวน จะต้องซ่อมแซมส่วนไถในกรณีที่ความกว้างลดลง 10 มม. เมื่อเทียบกับความกว้างของส่วนปลายคางหมูใหม่ หรือเมื่อความยาวของปลายเท้าลดลง 25 มม. เมื่อเทียบกับความยาวของปลายเท้าของดอกสกัดใหม่ .
| วิดีโอ (คลิกเพื่อเล่น) |
การซ่อมคันไถมีทั้งการดึงใบมีด การลับคม และการอบชุบด้วยความร้อน คันไถได้รับการซ่อมแซมเพื่อให้กลับมามีขนาดและรูปร่างเหมือนเดิม รวมทั้งทำให้มีความทนทานต่อการสึกหรอ
ส่วนของคันไถมีความหนา - อุปทานของโลหะซึ่งเรียกว่า "ร้านค้า" เมื่อทำการซ่อมคันไถที่สึกหรอ คนของช่างตีเหล็กจะฟื้นฟูรูปร่างของคันไถโดยเสียค่าใช้จ่ายกับสต็อกโลหะใน "ร้านค้า" ผานไถจะหดกลับด้วยมือ โดยปกติจะต้องผ่านการทำความร้อนหลายครั้ง เนื่องจากช่างตีเหล็กไม่มีเวลาดึงคันไถทั้งหมดด้วยความร้อนครั้งเดียว เมื่อถอนคันไถแบบแมนนวล จำเป็นต้องพยายามลดปริมาณความร้อนเสมอ เนื่องจากการให้ความร้อนซ้ำๆ อาจเกิดกรณีความเหนื่อยหน่ายของโลหะได้
การดึงคันไถบนคันโยกหรือค้อนของช่างตีเหล็กแบบกลไกมักจะทำในสองขั้นตอน ในกรณีนี้ ความยาวของส่วนที่อุ่นของคันไถในแต่ละครั้งควรเกินครึ่งหนึ่งของคันไถเล็กน้อย
เพื่อลดการสูญเสียความร้อนและป้องกันคาร์บอนไม่ให้เผาไหม้ออกจากชั้นผิวของโลหะ ส่วนของคันไถที่ไม่ได้รับความร้อนจึงถูกปกคลุมด้วยถ่านหินสด
การตีขึ้นรูปของชิ้นส่วนที่สึกหรอจะทำในลำดับต่อไปนี้ คันไถถูกวางราบในเตาเพื่อให้ความร้อนจากด้านข้างของใบมีดถึงความกว้าง 60-80 มม. ส่วนที่เหลือซึ่งไม่ต้องการความร้อนถูกปกคลุมด้วยถ่านหินสด จำเป็นต้องอุ่นคันไถเพื่อดึงในตอนแรกอย่างช้าๆ จนกระทั่ง
การเรืองแสง เช่น สูงถึง 500-600 ° เป็นไปไม่ได้ที่จะให้ความร้อนแก่คันไถทันทีจนถึงอุณหภูมิการปลอมเพื่อหลีกเลี่ยงการเกิดรอยแตก ทันทีที่ผานไถได้รับความร้อนที่ 500-600 องศา อัตราการให้ความร้อนจะเพิ่มขึ้นและอุณหภูมิจะเพิ่มขึ้นเป็น 850-1200° (สูงถึงความร้อนสีแดงและสีส้มอ่อน)
ข้าว. 124. ส่วนแบ่งของคันไถ: a - สี่เหลี่ยมคางหมู, b - สิ่วรูป
ข้าว. 125. รูปร่างของหุ้นที่สวมใส่: a - สี่เหลี่ยมคางหมู, b - สิ่วรูป
ผานไถแบบอุ่นถูกนำออกจากโรงหลอมโดยคว่ำหน้าลงบนทั่งและจากด้านหลังด้วยการทุบเบรกมือหรือค้อนบ่อยครั้ง สต็อกโลหะจะกระจายออกจาก "ร้านค้า"คันไถที่ทำจากเหล็กเกรด L65 สามารถดึง (ปลอมแปลง) ได้ที่อุณหภูมิสูงกว่า 800 °เท่านั้น ผู้ชายคนนี้หยุดเมื่อคันไถเย็นลงต่ำกว่า 800 ° (ด้วยความร้อนสีแดงเชอร์รี่) และกลับมาทำงานต่อหลังจากให้ความร้อนอีกครั้ง ส่วนที่หดกลับของคันไถถูกรีดบนทั่งด้วยเกรียงตลอดความยาวของส่วนตัดเพื่อให้ความหนาของใบมีดอยู่ที่ 1-2 มม. จากนั้นจึงขจัดสิ่งผิดปกติที่เกิดจากการกระแทกด้วยค้อน
เมื่อทำการดึง รูปร่างและขนาดของคันไถจะถูกตรวจสอบด้วยเทมเพลต (รูปที่ 121, a) สำหรับส่วนที่หดกลับ อนุญาตให้มีการเบี่ยงเบนในขนาดเทียบกับขนาดใหม่: ตามความยาว ± 15 มม. ตลอดความกว้าง + 4 มม.
ผานไถหลังจากการดึงและรีดผ้า เมื่อยังอยู่ในสภาวะที่ร้อน จะถูกจับยึดไว้ในคีมจับแบบตั้งโต๊ะและใบมีดจะลับให้คมด้วยตะไบ จากนั้นคันไถที่เย็นแล้วจะถูกลับให้แหลมจากด้านหน้าด้วยเครื่องลับกากกะรุน หลังจากการลับแล้ว ความกว้างของมุมเอียงของใบมีดไม่ควรเกิน 5-6 มม. และความหนาของใบมีดควรอยู่ภายใน 0.5-1 มม. ใบมีดที่ใช้ร่วมกันไม่ควรลับให้บางกว่า 0.3 มม. มิฉะนั้น ใบมีดจะเสื่อมสภาพอย่างรวดเร็วระหว่างการใช้งาน
การอบชุบด้วยความร้อนของส่วนที่ดึงออกมาประกอบด้วยการชุบแข็งและการแบ่งเบาบรรเทา ในระหว่างการชุบแข็ง คันไถจะถูกให้ความร้อนตามใบมีดประมาณหนึ่งในสามของความกว้าง การทำความร้อนในเตาที่อุณหภูมิ 780-820 °ควรสม่ำเสมอ (ความร้อนสีแดงเชอร์รี่อ่อน) คันไถแบบอุ่นจะระบายความร้อนอย่างรวดเร็วในอ่างน้ำ อุณหภูมิของน้ำในอ่างดับควรอยู่ที่ 30-40 ° คันไถถูกหย่อนลงไปในอ่างโดยให้หลังลง หากแบ่งส่วนลงในอ่างชุบแข็งด้วยใบมีดก็อาจแตกได้ ส่วนแบ่งจะต้องไม่ลดลงอย่างราบเรียบเช่นในกรณีนี้มักจะบิดเบี้ยว คันไถจะถูกเก็บไว้ในอ่างชุบแข็งจนกว่าน้ำจะหยุดเดือด หลังจากนั้นจะถูกลบออกจากอ่างและค่อยๆ ระบายความร้อนในอากาศ
เมื่อทำการชุบแข็งส่วนสิ่ว อาจเกิดรอยแตกบนใบมีด เพื่อหลีกเลี่ยงปัญหานี้ จำเป็นต้องทำให้เย็นบริเวณที่เปลี่ยนจากปลายเท้าเป็นใบมีดที่ส่วนที่อุ่นไว้ล่วงหน้า โดยนำไปใช้กับบริเวณดังกล่าวเป็นเวลา 2-3 วินาที ผ้าขี้ริ้วเปียกหลังจากนั้นคันไถจะลดลงอย่างรวดเร็วในอ่างชุบแข็ง
เพื่อลดความเปราะบางของคันไถที่เกิดขึ้นระหว่างการชุบแข็ง เมื่อต้องการทำเช่นนี้ การแบ่งปันจะถูกทำให้ร้อนอีกครั้งเป็น 350 ° (โทนสีเทา) แล้วค่อยๆ ระบายความร้อนในอากาศ
เมื่อแข็งตัว คันไถมักจะบิดเบี้ยว คันไถที่บิดเบี้ยวถูกปกครองบนทั่งตีด้วยค้อน ควรใช้พัดบนคันไถอย่างระมัดระวังและไม่แข็ง
ความแข็งของส่วนที่ชุบแข็งของคันไถถูกตรวจสอบด้วยไฟล์ส่วนตัว ไฟล์จะต้องไม่ทิ้งรอยใด ๆ ไว้ในส่วนที่ชุบแข็งของการแบ่งปัน
ในร้านซ่อม RTS ระหว่างการซ่อมแซม ชิ้นส่วนจะถูกเชื่อมด้วยอิเล็กโทรดคุณภาพสูงหรือการชาร์จของโลหะผสมแข็ง V-9 วิธีการซ่อมแซมหุ้นนี้จะเพิ่มความต้านทานการสึกหรอ การเพิ่มความต้านทานการสึกหรอของหุ้นทำได้โดยการทำให้ชั้นนอกแข็งขึ้นด้วยกระแสความถี่สูง
เจ้าของสิทธิบัตร RU 2344913:
สาร: การประดิษฐ์เกี่ยวข้องกับวิศวกรรมการเกษตร กล่าวคือ วิธีการคืนฐานคันไถ และสามารถนำมาใช้เพื่อฟื้นฟูส่วนไถของเครื่องจักรกลการเกษตรด้วยการชุบแข็ง วิธีการประกอบด้วยการทำร่องบนพื้นผิวของใบมีดไถ, ร่องเต็มไปด้วยบัดกรี, แผ่นโลหะเซรามิกถูกติดตั้งบนตัวประสาน, ชั้นเพิ่มเติมของประสานและฟลักซ์ถูกนำมาใช้ที่ทางแยกของเพลตด้วย ขอบแนวตั้งของร่อง หลังจากนั้น เพลตจะถูกให้ความร้อนจนกว่าตัวประสานจะละลาย และคันไถร่วมกับเพลตในตัวเก็บฉนวนความร้อนจะถูกทำให้เย็นลงจนถึงอุณหภูมิห้องที่อัตรา 4°C/นาที ในเวลาเดียวกัน ใช้บัดกรียี่ห้อ L63 เป็นตัวประสาน และฟลักซ์ยี่ห้อ FK-250 ใช้เป็นฟลักซ์ เพลตถูกทำให้ร้อนด้วยเปลวไฟของหัวเตาไฮโดรเจน-ออกซิเจนที่แรงดันส่วนผสมของแก๊ส 0.5 MPa และระยะห่างจากทางออกของหัวเตาถึงพื้นผิวเพลต 50 มม. ผลลัพธ์ทางเทคนิคคือการเพิ่มความแข็งแรงของการยึดเกาะของแผ่นโลหะเซรามิกกับส่วนไถ 1 แท็บ
การประดิษฐ์นี้เกี่ยวข้องกับวิศวกรรมการเกษตร ซึ่งส่วนใหญ่เป็นเครื่องจักรสำหรับการไถพรวน และสามารถนำมาใช้เพื่อฟื้นฟูด้วยคันไถที่ชุบแข็งของเครื่องจักรกลการเกษตร
วิธีการที่เป็นที่รู้จักในการรับใบมีดที่ทนต่อการสึกหรอของตัวการทำงานของเครื่องมือไถพรวนโดยการชุบแข็งใบมีด ซึ่งประกอบด้วยข้อเท็จจริงที่ว่าเพื่อให้เกิดเป็นคลื่นของใบมีดที่นำไปสู่การลับคมในตัวเอง โลหะที่แข็งกว่าจึงถูกวางไว้บน พื้นผิวเรียบของใบมีดเป็นช่วงๆ และขนานกับคมตัด ตามด้วยการจำกัดพื้นที่ผิว (ดู A.S. USSR No. 461721, class A01B 15/04, ตีพิมพ์ในปี 1975)
อย่างไรก็ตาม เมื่อใช้วิธีนี้ ผานไถจะมีความต้านทานการสึกหรอค่อนข้างต่ำ เนื่องจากส่วนที่ไม่มีพื้นผิวของผานไถจะสึกเร็วกว่าบริเวณที่มีการทับถมมาก อันเป็นผลมาจากการที่โลหะผสมแข็งที่สะสมไว้ถูกเปิดเผยและบิ่น ซึ่งแย่ลง เงื่อนไขการลับคมคันไถด้วยตนเอง
ใกล้เคียงกับวิธีการที่เสนอมากที่สุดในแง่ของสาระสำคัญทางเทคนิคและผลลัพธ์ที่ได้คือวิธีการฟื้นฟูคันไถโดยใช้โลหะผสมแข็งกับตัวตัด สาระสำคัญมีดังนี้: เพื่อเพิ่มอายุการใช้งานของผาลไถนาและอุ้งเท้าเกษตรกร การใช้โลหะผสมแข็งกับตัวตัดจะดำเนินการในสองขั้นตอน: ขั้นแรกคือการเชื่อมของซับเหล็กบนนิ้วเท้าที่สึก โดยการชุบแข็งในขั้นตอนที่สองหลังจากการใช้งานระดับกลาง ส่วนตรงที่สึกของใบมีดขององค์ประกอบการตัดที่มีการชุบแข็งที่ตามมา (ดู A.S. USSR No. 241959, class A01B 15/04, publ. 1969)
อย่างไรก็ตาม พื้นผิวการทำงานของคันไถที่ได้รับการฟื้นฟูด้วยวิธีนี้ มีแรงยึดเกาะต่ำระหว่างโลหะผสมแข็งกับโลหะฐาน อันเป็นผลมาจากการที่คันไถที่ได้รับการฟื้นฟูจะมีอายุสั้นระหว่างการใช้งาน
วัตถุประสงค์ของการประดิษฐ์คือเพื่อเพิ่มแรงทะลุทะลวงและเป็นผลให้ความแข็งแรงของการยึดเกาะของแผ่นโลหะเซรามิกกับส่วนแบ่งไถ ตลอดจนเพื่อลดการใช้แผ่นโลหะเซรามิกและเพิ่มผลผลิตการไถโดยการเพิ่ม ความเร็วในการทำงานของหน่วยเพาะปลูก
งานนี้ทำได้โดยข้อเท็จจริงที่ว่าในวิธีการที่รู้จักกันดีในการกู้คืนส่วนแบ่งคันไถบนพื้นผิวของใบมีดคันไถนั้นจะทำร่อง, ร่องเต็มไปด้วยบัดกรี, แผ่นเซอร์เม็ทถูกติดตั้งบนตัวประสาน, ชั้นเพิ่มเติมของประสานและ ฟลักซ์ถูกนำไปใช้ที่รอยต่อของเพลตที่มีขอบแนวตั้งของร่อง เพลทจะถูกให้ความร้อนจนกว่าการประสานจะละลาย และคันไถร่วมกับเพลตในตัวเก็บฉนวนความร้อนจะถูกทำให้เย็นลงจนถึงอุณหภูมิห้องที่อัตรา 4°C / นาที ในขณะที่ใช้บัดกรีเกรด L63 เป็นบัดกรี ฟลักซ์เกรด FK-250 ใช้เป็นฟลักซ์ และเพลตจะถูกทำให้ร้อนด้วยเปลวไฟไฮโดรเจน-ออกซิเจนของเตาที่ส่วนผสมแรงดันแก๊ส 0.5 MPa และระยะห่างจาก หัวเตาไปที่พื้นผิวของแผ่น - 50 มม.
วิธีการดำเนินการดังนี้
หุ้นไถที่ยอมรับสำหรับการบูรณะต้องเป็นไปตามข้อกำหนดต่อไปนี้: ต้องทำความสะอาดสิ่งสกปรกให้อยู่ในสภาพที่สามารถตรวจสอบและตรวจจับข้อบกพร่องได้ ความหนาของฐานของส่วนที่สึกหรอในพื้นที่ของรูสำหรับสลักเกลียวอย่างน้อย 8 มม. ความกว้างของส่วนที่สึกหรอซึ่งกำหนดจากด้านหลัง (ไม่ทำงาน) ตามระยะห่างจากด้านหลังถึงการลบมุมท้ายทอย - อย่างน้อย 100 มม.
บนพื้นผิวของใบไถพรวนจะทำร่องที่มีความลึก 1.5 2.0 มม. การดำเนินการนี้ดำเนินการบนเครื่องกัดแนวตั้ง
จากนั้นบัดกรี L63 จะถูกวางไว้ในช่วงเวลาปกติในร่องที่เตรียมไว้ก่อนหน้านี้หลังจากนั้นจึงติดตั้งแผ่นโลหะเซรามิก TN-20 หรือ T15K6 บนตัวประสาน หลังจากนั้นจะใช้ชั้นเพิ่มเติมของแบรนด์บัดกรีและฟลักซ์ FK-250 ที่ทางแยกของแต่ละแผ่นที่มีขอบแนวตั้งของร่อง
ถัดไป เพลตและคันไถที่ได้รับการฟื้นฟูจะได้รับความร้อนโดยใช้เครื่องเชื่อมแก๊สแบบพกพา MBV-500 ที่มีเปลวไฟจากเตาไฮโดรเจน-ออกซิเจน โหมดกระบวนการ: ระยะห่างจากการตัดหัวฉีดของหัวเตาไปยังพื้นผิวที่จะคืนค่าคือ 50 มม. อัตราการไหลของออกซิเจนคือ 400 ลิตร/ชม. อัตราการไหลของไฮโดรเจน 375 ลิตร/ชม. ที่แรงดันแก๊สผสม 0.5 MPa ในกรณีนี้ เตาจะหยุดโดยพลิกกลับแต่ละแผ่น พยายามให้ความร้อนสม่ำเสมอ ให้ความร้อนจนกว่าบัดกรีจะละลายหมด ด้วยวิธีนี้แต่ละแผ่นจะถูกบัดกรี การสัมผัสกับเปลวไฟไฮโดรเจน-ออกซิเจนไม่ส่งผลเสียต่อการบัดกรีที่ใช้แล้ว ฟลักซ์ แผ่นโลหะเซรามิก และโลหะคันไถ
จากนั้นส่วนที่จะนำกลับมาใช้ใหม่ด้วยแผ่นโลหะเซรามิกที่บัดกรีแล้วจะถูกวางในตัวเก็บประจุที่เป็นฉนวนความร้อนซึ่งให้ความร้อนที่อุณหภูมิ 620.630 องศาเซลเซียส จากนั้นจะระบายความร้อนจนถึงอุณหภูมิห้อง และอัตราการทำความเย็น 4°C/นาที
ผลการทดสอบเปรียบเทียบวิธีการที่เสนอและต้นแบบแสดงไว้ในตาราง
การทำงานผิดปกติและการสึกหรอเป็นไปได้สำหรับตัวไถ: ใบมีดแบบใช้ร่วมกันกลายเป็นแบบทื่อ ลบมุมปรากฏที่ด้านหลัง ปลายเท้าโค้งมน ส่วนแบ่งมีความกว้างแคบลง มีหลายกรณีของการพังทลายของคันไถและการตัดหญ้าในส่วนของการทำงานอันเป็นผลมาจากการกระแทกบนรากและหินเมื่อไถคันไถด้วยความเร็วสูงเมื่อกองของแผ่นแม่พิมพ์เสื่อมสภาพ รูปร่างของการตัดสนามเปลี่ยนไป ขอบของมันโค้งมน พื้นผิวการทำงานสึกหรอ นิ้วเท้าหัก ปีกก็สึก 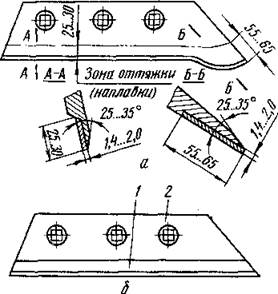
พื้นผิวการทำงาน แผ่นสนามและจุดขาดจากด้านข้างของร่องและจากด้านล่าง
ใบผานไถเมื่อทื่อ ลับด้านใช้งานให้มีความหนา
Ploughshare a-ทำความสะอาดตัวเอง; b-คอมโพสิตรอย; 1 แถบ 2 หลัง
รูปร่างของพื้นผิวการทำงานที่สึกของใบมีดจะถูกตรวจสอบด้วยแม่แบบ อนุญาตให้เบี่ยงเบนจากเทมเพลตได้ไม่เกิน 6 มม. หากนิ้วเท้าหน้าอกหัก ใบมีดสามารถฟื้นฟูได้ เมื่อต้องการทำเช่นนี้ ส่วนที่หักจะทำจากใบมีดเก่า ตามแบบฉบับ ปรับที่ทางแยกและเชื่อมด้วยการเชื่อมด้วยไฟฟ้าจากด้านหลังไปยังใบมีดที่สึก ก่อนทำการเชื่อม เหล็กแท่งจะถูกอบด้วยความร้อนเพื่อให้ได้ความแข็ง NKS 62 50. เพื่อขจัดความร้อนในระหว่างการเชื่อม พื้นที่ใกล้ตะเข็บถูกเคลือบด้วยสารละลายของดินเหนียวที่มีแร่ใยหิน ซับทองแดงสีแดงหนา 5 มม. วางอยู่ใต้ตะเข็บและวางผ้าขี้ริ้วชุบน้ำไว้ใต้ซับใน หลังจากเชื่อมแล้วจะทำความสะอาดตะเข็บ เมื่อขอบสนามของใบมีดสึก จะถูกวางทับซ้อนกัน ลูกกลิ้งที่มีขั้วไฟฟ้าของแบรนด์ T-590 และลับให้แหลมที่มุม 45 50 °ถึงพื้นผิวการทำงาน
ในกรณีที่สึกหรอเล็กน้อย แผ่นสนามจะได้รับการคืนสภาพด้วยพื้นผิวแข็งตามด้วยการลับคม หรือใช้ด้านที่ไม่ได้สึกของกระดานแล้วพลิกกลับ ในการทำเช่นนี้จะมีการเจาะรูและชุบแข็ง
อนุญาตให้บดใบมีดได้ไม่เกินสามแห่งโดยมีความลึกไม่เกิน 1.5 2.0 มม. และยาวสูงสุด 15 มม. อนุญาตให้บิดแผ่นดิสก์ได้ไม่เกิน 3 มม. แผ่นดิสก์ที่บิดเบี้ยวได้รับการแก้ไขบนจานในสภาวะเย็น ลับคมมีดให้มีความหนา 0.5 มม. บนเครื่อง OR-6112 สำหรับการลับมีดแบบวงกลมและส่วนควบสำหรับเครื่องกลึงที่มีใบมีดพร้อมเพลทที่ทำจากโลหะผสมแข็ง T15K6 เป็นต้น อนุญาตให้ใช้การส่ายของดิสก์ในแนวแกนและแนวรัศมีได้ไม่เกิน 3 มม.
การสึกหรอของปลายศูนย์กลางของดิสก์สูงสุด 8 มม. จะได้รับการชดเชยโดยการตั้งค่าวงแหวนเพื่อให้ช่องว่างระหว่างเดือยของดิสก์ที่อยู่ติดกันอย่างน้อย 4 มม. ชิ้นส่วนเหล็กหล่อที่มีรอยแตกเชื่อมด้วยลวดเชื่อมฟลักซ์คอร์ PANCH-I โดยการเชื่อมด้วยไฟฟ้าหรือการเชื่อมด้วยแก๊สร้อนด้วยแท่งเหล็กหล่อ
จำกัดการแสดงตัวตัดที่สึกหรอของเครื่องไถพรวน
สามารถถามคำถามได้หลังจากลงทะเบียนแล้วเท่านั้น กรุณาเข้าสู่ระบบหรือลงทะเบียน
ดูคันไถสิ่งที่จำเป็นต้องเปลี่ยนเพื่อให้ไถและไม่ตัดร่อง ฉันจะพยายามโพสต์รูปถ่ายดูเหมือนว่าใบมีดแรกจะตัดไปทางขวาฉันจะขอบคุณมากสำหรับความช่วยเหลือ
ใช่ อาคารแรกคดเคี้ยว ร่างที่สองทิ้งร่องไว้ด้วยหรือไม่?
ประการแรก คุณต้องวางร่างกายทั้งหมดไว้ในระนาบเดียวกัน และประการที่สอง ปรับคันไถ การถ่ายโอนข้อมูลของคุณไม่ทำงานอย่างสมบูรณ์ ดังนั้นสันเขา
มีเหตุผลสองประการในความคิดของฉัน:
1 คันไถถูกทิ้งเกลื่อนในร่อง
2 ความเร็วต่ำ
ในกรณีอื่นๆ สันเขาจะต่างกันแต่สันเขาเหมือนกันหมด
ใบมีดของตัวถังแรกแตกต่างจากอันที่ 2 และ 3 และล้อหลังของแทรคเตอร์คืออะไร?
ปรับไถ.
คุณขับรถแทรกเตอร์ไปตามร่องหรือข้ามทุ่งหรือไม่ ตัวแรก ไม่ทิ้งมากไปยังแทร็กก่อนหน้า ปกติแล้ว ที่ทิ้งขยะจะถูกขัดเงา ซึ่งหมายความว่ามีการหมุนเวียนของรูปแบบ .ดี ผาลไถเล็กๆ ไม่เข้ามา เส้นและหน้าอก 
ทิ้ง แต่นี่ไม่ร้ายแรง (เตียงฟอกหนังจะกลืนมากขึ้นอีกนิดและไถน้อยลงเล็กน้อย) ลดความกว้างในการทำงานเล็กน้อยใกล้กับไถล้อ (แกลบ) และทุกอย่างจะเป็นจักรยาน ความเร็วคือ ไม่จำเป็น คันไถของคุณมีใบมีดแบบคลาสสิก (ไม่ใช่ความเร็วสูง) ที่ไม่ได้ใช้งาน
ทำคราดหลังคันไถแล้วคุณจะมีความสุข
- มีบางอย่างในเครื่องยนต์เคาะ
เปิดวิทยุให้ดังขึ้นแล้วคุณจะมีความสุข
นโยบายเศรษฐกิจเป็นหลักศิลปะของการดำเนินการ ไม่ใช่ศิลปะของการวางแผน (อ.ชยานอฟ)
เราสร้างเงื่อนไขสำหรับการพัฒนา : . สนับสนุนให้เกษตรกรไม่ขัดขวาง Cherkasov P.N. , ภูมิภาค Natalinsky มอสโก
ต้องควบคุมคันไถเป็นความจริง แต่นอกจากนี้จำเป็นต้องควบคุมวิธีการติดตั้งคันไถบนรถแทรกเตอร์ แล้วที่ดินทำกินจะสวยงาม
นโยบายเศรษฐกิจเป็นหลักศิลปะของการดำเนินการ ไม่ใช่ศิลปะของการวางแผน (อ.ชยานอฟ)
เราสร้างเงื่อนไขสำหรับการพัฒนา : . สนับสนุนให้เกษตรกรไม่ขัดขวาง Cherkasov P.N. , ภูมิภาค Natalinsky มอสโก
ไม่ว่าคุณจะปรับคันไถอย่างไร ร่องและก้อนก็จะยังคงอยู่ โดยเฉพาะบนพื้นแข็ง ด้วยคราดมันกลับกลายเป็นว่าสมบูรณ์แบบ
แล้วอะไรล่ะ อะไรที่สามารถหว่านได้โดยไม่ต้องปรับระดับด้วยผู้ฝึกฝน?
คุณขับรถแทรกเตอร์ไปตามร่องหรือข้ามทุ่งหรือไม่ ตัวแรก ไม่ทิ้งมากไปยังแทร็กก่อนหน้า ปกติแล้ว ที่ทิ้งขยะจะถูกขัดเงา ซึ่งหมายความว่ามีการหมุนเวียนของรูปแบบ .ดี ผาลไถเล็กๆ ไม่เข้ามา เส้นและหน้าอก
ไถก็ไถปกติ รอยเดียวผ่าน 
แต่ความจริงที่ว่ากรณีแรกไม่ได้ส่งผลกระทบต่อกรณีก่อนหน้านี้มากนัก นี่ก็เป็นปัญหาและสามารถรักษาให้หายขาดได้สองวิธี: 1) ดึงคันไถด้วยโซ่ให้ชิดด้านขวามากขึ้น (คันไถของคุณอยู่ไกลจากร่องอาจจะ
กระดานสนามยังสามารถหมักสมอง)
2) เพียงแยกแยะจุดยึดของคันไถ (ผูกปมสามเหลี่ยม)
และมันก็ขึ้นอยู่กับคุณที่จะตัดสินใจ
อย่ารีบเร่งทำความดี ความดีต้องทำอย่างช้า ๆ ให้สังเกตและชื่นชม
ม้า รถแทรกเตอร์ หรือรถไถเดินตามเป็นสิ่งที่ขาดไม่ได้ในการทำสวนในบ้าน คันไถไถพรวนดินพลิกชั้นบนสุดของดินซึ่งช่วยลดจำนวนวัชพืชทำให้ดินนุ่มและยืดหยุ่นมากขึ้น คุณไม่เพียง แต่ซื้อคันไถ แต่ยังทำด้วยตัวเองอีกด้วย ในการทำเช่นนี้ นอกจากเครื่องมือและวัสดุแล้ว คุณต้องมีแนวคิดเกี่ยวกับโครงสร้างของคันไถและรูปทรงของคันไถด้วย
เป็นไปได้ที่จะทำการไถอย่างถูกต้องเมื่อมีความคิดเกี่ยวกับขั้นตอนการไถเช่นเดียวกับวัตถุประสงค์ของรายละเอียดแต่ละอย่างของการไถ
เมื่อไถพรวนลิ่มไถจะเจาะดินในมุมหนึ่งขึ้นอยู่กับความนุ่มนวลและความชื้นของดิน ลิ่มแยกการก่อตัว ยกและบีบอัดมัน โดยแบ่งการก่อตัวออกเป็นหลายส่วนพร้อมกัน มุมเข้าเป็นตัวกำหนดว่าชั้นดินจะแบ่งออกเป็นกี่ส่วน: ยิ่งมุมใหญ่ รอยแยกยิ่งใหญ่ แต่ถ้ามุมเข้ามากกว่าสี่สิบห้าองศา แสดงว่าดินหยุดไถลบนพื้นผิวการทำงานของอุปกรณ์ที่เหมาะแก่การเพาะปลูก และเริ่มสะสมที่ด้านหน้า ทำให้การทำงานต่อไปยากขึ้นเครื่องไถแนวตั้งซึ่งมีมุมนำที่คมชัดกว่าจะแยกดินออกจากขอบของร่องที่เหมาะแก่การเพาะปลูกและบีบอัดในแนวนอน คันไถที่มีมุมนำในแนวนอนทำงานต่างกัน: มันเบี่ยงและพลิกชั้นดิน
ไถทำงานทั่วไปประกอบด้วย:
- คันไถที่ไถพรวนดิน
- การถ่ายโอนข้อมูล
- มีด
- คณะกรรมการสนาม,
- ชั้นวาง,
- สกิมเมอร์
นอกจากนี้ ไถยังสามารถติดตั้ง:
- กรอบโลหะที่ทนทานยิ่งขึ้น
- ล้อ,
- กลไกที่แก้ไขการทำงานของคันไถที่สัมพันธ์กับรถแทรกเตอร์
- กลไกไฮดรอลิก,
- ระบบไฮดรอลิคแบบนิวแมติก
ดัมพ์สามารถมีพื้นผิวการทำงานได้หลายประเภท:
- สกรู,
- ทรงกระบอก
- ทรงกระบอก
ทรงกระบอกบดดินได้อย่างสมบูรณ์แบบ แต่รูปแบบไม่ดี ไม่สะดวกเสมอไป พื้นผิวการทำงานทรงกระบอกมักใช้สำหรับทำงานกับดินอ่อน สะดวกและใช้งานได้จริงมากที่สุดคือพื้นผิวทรงกระบอกซึ่งทั้งคู่พังทลายได้ดีและพลิกกลับดินและยังใช้ได้กับดินทั้งแห้งและเปียก
ในการทำคันไถที่บ้านคุณต้องมี:
- ลูกกลิ้ง,
- บัลแกเรีย
- เครื่องตัดแก๊ส,
- รัด,
- เครื่องมือวัด
- ค้อน,
- เครื่องเชื่อม,
- กรรไกรสำหรับตัดโลหะ
ก่อนเริ่มงานขอแนะนำให้วาดภาพร่างหรือไดอะแกรมหรือค้นหาแบบสำเร็จรูปบนอินเทอร์เน็ต นี้จะช่วยให้คุณเห็นภาพความคืบหน้าของงาน ตำแหน่งของทุกส่วนและรัด
ตัวเลือกที่ง่ายที่สุดในการทำ อุปกรณ์ด้านเดียวสามารถทำเป็นชิ้นเดียวเป็นชิ้นเดียวหรือพับเก็บได้ รุ่นที่พับได้สะดวกเพราะช่วยให้คุณสามารถถอดคันไถเพื่อลับคมได้ คันไถสามารถแทนที่ด้วยดิสก์จากจานกลม การถ่ายโอนข้อมูลมักจะทำในสองวิธี ขั้นตอนแรกต้องใช้การตัดท่อที่มีความหนาประมาณห้ามิลลิเมตรและมีเส้นผ่านศูนย์กลางห้าสิบเซนติเมตร
ชิ้นงานถูกตัดออกจากการตัดและด้วยความช่วยเหลือของเครื่องเจียรมุม มันถูกนำไปขนาดที่ต้องการ วิธีที่สองในการผลิตใบมีดเกี่ยวข้องกับการมีแผ่นเหล็กหนาสี่มิลลิเมตรหรือทรงกระบอกที่มีความหนาของผนังเท่ากัน แต่มีหน้าตัดประมาณ 50 ซม. โดยใช้เครื่องเชื่อมหรือกรรไกรโลหะตัดรูปร่างและ งอในรูปทรงกระบอก หากมีการเบี่ยงเบนจากขนาดที่ต้องการ คุณสามารถใช้ค้อนเพื่อปรับแต่งได้
ภาพวาดใด ๆ ให้องค์ประกอบหกองค์ประกอบ:
- แผ่นโลหะหรือคันไถ
- มูลนิธิ
- แผ่นกั้น,
- โล่ด้านข้าง,
- ตัดท่อสำหรับโล่,
- กระดานงานภาคสนาม
คันไถมักจะติดตั้งโดยใช้แผ่นโลหะและเวดจ์หลายอันทำมุมเอียง 25 องศา พวกเขาได้รับการแก้ไขโดยการเชื่อมแบบสองจุดและยังเชื่อมต่อกับชั้นวางและแผงด้านข้าง ขอแนะนำให้ทำโล่ให้สูงกว่าขอบล่างของคันไถหนึ่งเซนติเมตรในขณะที่ขอบของเกราะควรทับขอบใบมีดประมาณห้าหรือหกมิลลิเมตร
คันไถพร้อมใบมีดยึดด้วยการเชื่อมเพื่อให้เป็นชิ้นเดียวโดยไม่มีช่องว่างและมีสิ่งผิดปกติ มุมที่เกิดขึ้นระหว่างพวกเขาไม่ควรเกินเจ็ดองศา แท่นไถแบบเชื่อมและใบมีดติดอยู่ที่ขาตั้งด้านข้าง และตัวขาตั้งจะเชื่อมเข้ากับฐานก่อน จากนั้นจึงเชื่อมเข้ากับเพลตตัวเว้นระยะ ในตอนท้าย มุมของคันไถจะเชื่อมเข้ากับฐาน ทำความสะอาดรอยเชื่อมและตะเข็บทั้งหมด และใบมีดที่มีคันไถถูกขัดเงา
ประเภทนี้มีประสิทธิภาพในการไถที่ดินขนาดใหญ่ สำหรับการผลิต ต้องใช้โครงเหล็กที่แข็งแรง ซึ่งทำจากโปรไฟล์กลมหรือสี่เหลี่ยม หนาอย่างน้อยสองมิลลิเมตร ขนาดเฟรมขึ้นอยู่กับจำนวนของชิ้นส่วนการทำงานที่จำเป็นและองค์ประกอบการทำงาน ในส่วนที่ใช้งานต้องวางคันไถจากด้านล่างเนื่องจากบทบาทของมันคือการย้ายชั้นดินไปยังกองขยะ กองขยะจะเปลี่ยนดิน ไถลและเคลื่อนตัว เกิดเป็นร่อง
ชั้นวางจำเป็นสำหรับติดเครื่องมือทำงานเข้ากับโครงและจับมีด มีรูที่ปรับได้หลายรูซึ่งจะช่วยให้คุณสามารถเปลี่ยนความลึกของการไถได้โดยปกติชั้นวางจะเชื่อมจากแผ่นโลหะหนาอย่างน้อยหนึ่งเซนติเมตรแล้วยึดเข้ากับเฟรมด้วยสลักเกลียว
เฟรมพร้อมเครื่องมือการทำงานทั้งหมดติดอยู่กับรถไถขนาดเล็กหรือรถไถเดินตามพร้อมราวจับหรือคันชักแบบโฮมเมด คานเลื่อนต้องมีที่จับ และต้องเป็นแบบตรงหรือรูปตัววี ตัวเลือกรูปแบบที่สองมีประสิทธิภาพมากกว่าเนื่องจากทำให้คันไถมีความมั่นคงมากขึ้น นอกจากนี้ สามารถติดตั้งล้อสนามเพื่อความมั่นคงและความตรงในการเคลื่อนที่ที่มากขึ้น พวกเขาจะแนบไปกับเฟรมด้วยขายึดแบบปรับได้
ในการประกอบคันไถด้วยมือของคุณเอง คุณต้องปฏิบัติตามกฎที่สำคัญมากข้อหนึ่ง: ทุกส่วนของอุปกรณ์มีการเชื่อมแบบจุดแรก และเฉพาะเมื่อชิ้นส่วนทั้งหมดเข้าที่และยึดอย่างถูกต้อง - ส่วนสุดท้าย ง่ายต่อการตรวจสอบคุณภาพของฝีมือการผลิต - ด้วยเหตุนี้จึงต้องถอดใบมีดที่มีส่วนแบ่งออกและต้องวางคันไถไว้บนโต๊ะ กดคันไถให้แน่นตรวจสอบความบังเอิญของพื้นผิวโต๊ะกับพื้นผิวแนวนอนของการลื่นไถล หากไม่มีความเบี่ยงเบนทุกอย่างจะทำอย่างถูกต้อง
คุณยังสามารถระบุโครงสร้างที่ดีได้ด้วยคุณสมบัติต่อไปนี้:
- ขอบคมของคันไถอยู่ต่ำกว่าไถลสองเซนติเมตร
- คันไถพร้อมใบมีดไม่ยื่นเกินขอบแนวตั้งของรางไถเกินหนึ่งเซนติเมตร
- ไม่มีช่องว่างระหว่างรางและใบมีด
พวกเขาติดตั้งอุปกรณ์ทำเองบนรถไถเดินตามข้างพื้นที่ไถ พวกเขาเริ่มต้นด้วยการติดตั้งล้อเหล็ก - ป้องกันไม่ให้รถไถเดินตามลื่นไถลในดิน ขั้นตอนต่อไป: ขันคันไถให้แน่น แต่อย่าพันน็อตยึดทั้งหมดให้แน่น ด้วยความช่วยเหลือของพวกเขาอุปกรณ์จะถูกปรับซึ่งเริ่มบนขาตั้งพิเศษ ความสูงของขาตั้งควรเท่ากับความลึกของการไถ หลังจากติดตั้งและตรวจสอบการยึดของโหนดทั้งหมดแล้ว คันไถจะถูกวางบนพื้น
การทดสอบคุณภาพของงานดำเนินการไถพรวนสามร่อง
ซึ่งเพียงพอสำหรับการวัดความลึกและตรวจสอบตะเข็บกลับด้าน หากร่องเข้าหากันหรือระยะห่างระหว่างร่องมากกว่าสิบเซนติเมตร จำเป็นต้องปรับส่วนประกอบทั้งหมดอีกครั้ง
















