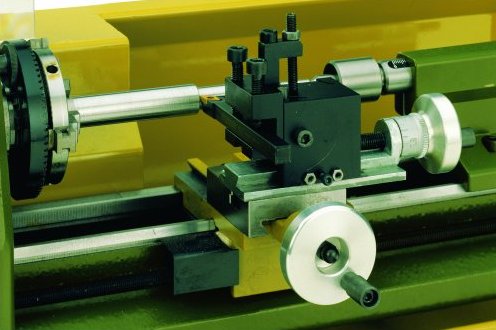
ซ่อมคาลิปเปอร์ไกด์ด้วยตัวเองบนเครื่องกลึง รายละเอียด: การซ่อมแซมคาลิปเปอร์ไกด์บนเครื่องกลึงด้วยตนเองจากผู้เชี่ยวชาญจริงสำหรับไซต์ my.housecope.comในระหว่างการยกเครื่องกลึง ความเที่ยงตรงของตัวกั้นเตียงจะกลับคืนมา เมื่อเลือกวิธีการกู้คืน ระดับการสึกหรอจะชี้นำ เมื่อข้อผิดพลาดไม่เกิน 0.15 มม. สำหรับความยาว 1,000 มม. จะถูกกู้คืนโดยการขูด ด้วยการสึกหรอที่มากขึ้น พวกเขาจึงหันไปใช้กระบวนการทางกล: การเจียรหรือการไส เมื่อไกด์แข็งตัว การเจียรเป็นวิธีการซ่อมแซมหลัก เส้นบอกแนวการขูดหรือการขูดตามด้วยการเจียรยังคงเป็นวิธีที่มีประสิทธิภาพมากที่สุดในการคืนค่าทางเรขาคณิตและความแม่นยำทางเทคนิค และตอนนี้วิธีนี้มักใช้กันมานานหลายทศวรรษซึ่งแสดงให้เห็นถึงผลลัพธ์ที่ยอดเยี่ยมของการซ่อมแซมเตียง ประการแรกจำเป็นต้องตรวจสอบสภาพของไกด์เพื่อกำหนดระดับการสึกหรอ สถานที่ที่การสึกหรอน้อยที่สุดถือเป็นระดับฐานและป้อนข้อมูลการวัดลงในตารางโดยพิจารณาจากการซ่อมแซม ในเครื่องกลึง ตำแหน่งของปลายหางมักใช้เป็นพื้นผิวฐาน ซึ่งแทบไม่สึกเลยระหว่างการใช้งานอุปกรณ์ วิธีการรวมถึงขั้นตอนต่อไปนี้: การติดตั้งแท่นเครื่องบนฐานแข็ง (แท่นซ่อม) จำเป็นต้องกำหนดตำแหน่งตามยาวและตามขวางของเตียงในระนาบแนวนอนด้วยลิ่ม รองเท้า หรือใช้แม่แรง หลังจากเสร็จสิ้นงานเตรียมการแล้วจะมีการขูดหยาบ (เบื้องต้น) ด้วยความกว้างของมีดโกน 20-25 มม. ในขณะที่รักษาความยาวของจังหวะบนพื้นผิวมากกว่า 10 มม. และ 4-6 จุด ทำได้เมื่อควบคุมสีเป็นสี่เหลี่ยมจัตุรัสขนาด 25 × 25 มม. สิ่งนี้ทำให้สามารถแบ่งจุดขนาดใหญ่ออกเป็นจุดที่เล็กลงได้ ขูดกึ่งเสร็จสิ้นด้วยมีดโกน 12-16 มม. สโตรกยาว 5-10 มม. จนถึง 8-15 จุดต่อตาราง การขูดการตกแต่ง (การตกแต่ง) จะดำเนินการด้วยมีดโกนกว้าง 5-10 มม. และลากยาว 3-5 มม. เพื่อให้ได้ 20-25 จุดต่อตาราง วิดีโอ (คลิกเพื่อเล่น) เนื่องจากรางนำของเครื่องกลึงค่อนข้างยาว การประมวลผลจะดำเนินการโดยบีคอนโดยแบ่งความยาวทั้งหมดออกเป็นส่วนๆ บีคอนแรกเป็นที่สำหรับการผลิตสูงสุดเสมอ ที่ระยะห่างน้อยกว่าความยาวของเสจตรง บีคอนที่สองจะถูกคัดลอกจากบีคอนแรก ซึ่งอยู่ในระนาบเดียวกันกับอันแรก จากนั้นพื้นผิวทั้งหมดระหว่างบีคอนจะถูกขูดตามด้วยการเปลี่ยนไปใช้พื้นที่ใกล้เคียง ควรใช้ไม้บรรทัดที่มีสีเป็นระยะเพื่อประเมินสภาพของไกด์และคุณภาพของงาน ชมวิดีโอการขูดหยาบ ชิ้นส่วนที่ไม่ชุบแข็งของตัวนำกลึงจะต้องผ่านการประมวลผลดังกล่าว วิธีการนี้รับประกันความสำเร็จของความแม่นยำของพื้นผิวสูง (0.002 มม. ต่อความยาว 1,000 มม.) รูที่เล็กที่สุดที่เกิดขึ้นหลังจากการขูดสามารถยึดเกาะได้ดีและกระจายน้ำมันหล่อลื่นอย่างสม่ำเสมอ คุณภาพของการขูดขึ้นอยู่กับความเป็นมืออาชีพของผู้ปฏิบัติงาน ไม่สามารถใช้เครื่องไสแนวยาวหรือเครื่องกัดแนวยาวในการซ่อมแซมได้เสมอไป เนื่องจากเตียงกลึงมีความยาวมาก ในกรณีนี้ ตัวกั้นเตียงจะกลับคืนมาโดยใช้เครื่องมือแบบพกพาที่มีหัวเจียร ซึ่งติดตั้งอยู่บนเตียงอุปกรณ์โดยตรง สามารถซ่อมแซมได้ที่หน้างานโดยไม่ต้องถอดเครื่องออกจากฐานราก วิธีนี้ให้ความแม่นยำในการซ่อมสูง ความหยาบของพื้นผิวต่ำ และยังเป็นสิ่งที่ขาดไม่ได้ในการประมวลผลพื้นผิวที่ชุบแข็งวิธีนี้ให้ประสิทธิผลมากกว่าการขูดหลายเท่า แต่ผู้เชี่ยวชาญยังคงชอบการวางแผนขั้นสุดท้าย วิธีนี้เหนื่อยน้อยกว่าการขูดและการขัดด้วยต้นทุนที่ถูกกว่า ตัวอย่างเช่น เวลาเฉลี่ยในการซ่อมไกด์เครื่องคือ: ขูด: ประมาณ 35 ชั่วโมง; บดด้วยหัวขัดพิเศษ: 8-10 ชั่วโมง; ไสเสร็จ: 4-5 ชั่วโมง ด้วยการสึกหรอมากกว่า 0.15 มม. การขูดแบบแมนนวลจะถูกแทนที่ด้วยการตัดเฉือนบนกบไสตามยาวด้วยวิธีการรวมศูนย์ในการจัดการซ่อมแซมในร้านซ่อมหรือในองค์กรเฉพาะทาง เหตุผลง่ายๆ คุณจะต้องถอดเตียงออกจากฐานรากและติดตั้งและจัดวางบนโต๊ะแข็งของกบ การวางไกด์ของเตียง ในระยะแรก จะทำการทดลองไสหนึ่งครั้งเพื่อให้ได้พื้นผิวฐาน ซึ่งจะทำให้สามารถกำหนดความเบี่ยงเบนตลอดความยาวของเฟรมได้ เมื่อต้องการทำเช่นนี้ เครื่องตัดจะถูกนำไปยังพื้นผิวที่สึกกร่อนมากที่สุดสลับกัน และชั้นโลหะจะถูกลบออกจนกว่าจะขจัดการสึกหรอ การไสเสร็จสิ้นจะดำเนินการอย่างน้อยสองครั้งด้วยหัวกัดคาร์ไบด์ละเอียดกว้าง รอบสุดท้ายดำเนินการด้วยระยะกินลึกน้อยกว่า 0.05 มม. ทำให้หัวกัดและผิวของไกด์เปียกด้วยน้ำมันก๊าดอย่างต่อเนื่อง เมื่อการสึกหรอเกิน 0.4-0.5 มม. ไกด์จะต้องทำการไสแบบหยาบและละเอียด ข้อเสียเปรียบหลักของวิธีการซ่อมแซมนี้คือเวลามากในการรื้อเตียง การขนส่ง การติดตั้งเตียงบนโต๊ะของกบ การจัดตำแหน่งและการถอดเตียงที่คืนสภาพ เมื่อตัดพื้นผิวที่เป็นแท่งปริซึมเรียบๆ ของไกด์ อนุภาคโลหะขนาดเล็กที่มีขนาดและรูปร่างต่างๆ จะแตกออกจากแนวเตียง ร่องร่องปรากฏขึ้นบนพื้นผิวทำให้เกิดพื้นผิวที่หยาบกร้าน ดังนั้นบางครั้งหลังจากการกลึง การขูดหรือการสั่นของลูกกลิ้งจึงเป็นสิ่งที่ขาดไม่ได้ สิ่งนี้จะเพิ่มความแข็งแรงของไกด์เนื่องจากการเสียรูปของพลาสติก (การเปลี่ยนแปลงโครงสร้างของวัสดุ) การกลิ้งแบบสั่นสะเทือนช่วยให้เกิดความหยาบระดับจุลภาคและความผิดปกติต่างๆ ได้ราบรื่นโดยการเคลื่อนที่แบบแปลนตามแกนและข้ามแกนด้วยลูกบอลหรือลูกกลิ้งที่ผ่านกรรมวิธีพิเศษ การซ่อมแซมไกด์เครื่องกลึงด้วยวิธีใดวิธีหนึ่งที่อธิบายไว้เป็นองค์ประกอบของงานที่ซับซ้อนซึ่งเกี่ยวข้องกับการฟื้นฟูความสามารถในการทำงานเต็มรูปแบบและความแม่นยำของอุปกรณ์ตัดโลหะ แต่อย่าลืมว่าคุณภาพของการซ่อมแซมที่มีระยะเวลาขั้นต่ำในการใช้งานนั้นขึ้นอยู่กับระดับของการเตรียมเครื่องสำหรับการซ่อมแซมและคุณสมบัติของช่างทำกุญแจ หากคุณพบข้อผิดพลาด โปรดเน้นข้อความและคลิก Ctrl+Enter. คู่มือเครื่องขูดเป็นหนึ่งในวิธีที่มีประสิทธิภาพมากที่สุดในการคืนค่าพารามิเตอร์ทางเรขาคณิตและทางเทคนิคของหน่วยการหมุนที่กำหนดและหน่วยอื่นๆ ใช้บ่อยมากและแสดงผลงานซ่อมที่ยอดเยี่ยม ผู้เชี่ยวชาญคนใดรู้ว่าการซ่อมแซมเครื่องจักรที่ใช้ในองค์กรต่างๆ ตามแผนปฏิทินที่วางแผนไว้ล่วงหน้าถือเป็นขั้นตอนที่สำคัญมาก ในระหว่างการซ่อมแซมตามกำหนดเวลา กลไกต่างๆ ของหน่วยประมวลผลจะได้รับการฟื้นฟู รวมถึงเตียงไกด์ นอกจากนี้ อาจจำเป็นต้องซ่อมแซมรางนอกเวลาที่กำหนดหากต้องการซ่อมแซมทันที มูลค่าของการสึกหรอถูกกำหนดโดยวิธีการพิเศษซึ่งเราจะอธิบาย การตรวจสอบสถานะของไกด์จะดำเนินการโดยใช้โพรบและไม้บรรทัดควบคุม ความยาวของส่วนหลังจะถูกเลือกเสมอเพื่อให้ตรวจสอบอย่างน้อย 2/3 ของความยาวของพื้นผิว รูปแบบการกำหนดปริมาณการสึกหรอมีดังนี้: พื้นผิวของโหนดที่เราสนใจนั้นได้รับการทำความสะอาดเพื่อขจัดรอยขีดข่วนและรอยตำหนิที่ร้ายแรง ไม้บรรทัดวางอยู่บนไกด์และวัดช่องว่างระหว่างกันโดยใช้โพรบ (การวัดจะทำทุก ๆ 30-50 เซนติเมตรตลอดความยาวทั้งหมดของชิ้นส่วนเครื่องจักร) ตำแหน่งที่มีช่องว่างสูงสุดถูกกำหนดเป็นพื้นที่ที่มีการเปลี่ยนแปลงสูงสุดของความตรงของไกด์ (นั่นคือมีการสึกหรออย่างเห็นได้ชัด) ถัดไป ดำเนินการในขั้นต่อไปของการทดสอบ ซึ่งทำให้สามารถสร้างความเรียบของไกด์ได้ มันทำได้ดังนี้: ไม้บรรทัดวางอยู่บนกระเบื้องที่มีพารามิเตอร์ทางเรขาคณิตเดียวกัน ใช้โพรบกำหนดระยะห่างระหว่างเครื่องมือวัดกับพื้นผิวที่ศึกษา การดำเนินการที่คล้ายกันจะดำเนินการใน 2-3 จุดตามความยาวและในทิศทางที่ต่างกัน ผู้เชี่ยวชาญที่มีประสบการณ์ทำให้การตรวจสอบง่ายยิ่งขึ้น พวกเขาหยิบกระดาษแผ่นเล็ก ๆ บาง ๆ (เช่นกระดาษบุหรี่ที่มีความหนาไม่เกิน 0.02 มิลลิเมตร) วางไว้บนไกด์ในหลาย ๆ พื้นที่แล้วกดลงด้วยไม้บรรทัด นอกจากนี้ จากใต้อุปกรณ์วัด ใบไม้เหล่านี้จะถูกดึงออกมาทีละใบ เมื่อความตรงของชิ้นส่วนไม่หัก คุณสามารถตัดส่วนปลายของกระดาษออกเท่านั้น แต่อย่าดึงออก เงื่อนไขของเส้นบอกแนวแนวนอนได้รับการตรวจสอบโดยใช้ระดับและสะพาน: พวกมันถูกวางไว้บนส่วนนั้นของเฟรมที่ดูเหมือนว่าจะสึกออกมามากที่สุดเท่าที่จะเป็นไปได้ (ในส่วนดังกล่าว ฟองอากาศในระดับจะเบี่ยงเบนไปในทิศทางต่างๆ ในระยะทางใกล้เคียงกันโดยประมาณ) ย้ายเครื่องมือวัดไปยังโซนที่อยู่ติดกันซึ่งมีการสังเกตความเบี่ยงเบนของฟองโดยเข้าสู่การอ่านลงในตารางกราฟ จากนั้นย้ายสะพานต่อไปและบันทึกผลอีกครั้ง ภายหลังจากตาราง ง่ายต่อการระบุตำแหน่งที่เกิดการสึกหรอ เตียงวางบนพื้นแข็งหรือบนขาตั้งพิเศษหลังจากนั้นจะถูกตรวจสอบโดยระดับในทิศทางตามยาว (ดำเนินการตรวจสอบที่อธิบายข้างต้น) จากนั้นไปในทิศทางตามขวาง ใช้เวดจ์หรือรองเท้าปรับตำแหน่งของเตียงให้แม่นยำที่สุด นอกจากนี้ยังสามารถวางบนสลักเกลียวของแจ็ค ในกรณีนี้ การปรับตำแหน่งของเตียงจะง่ายมาก คุณเพียงแค่ต้องลดระดับหรือยกขึ้นโดยการขันหรือคลายเกลียวสลักเกลียว การดำเนินการให้เฟรมอยู่ในตำแหน่งที่ถูกต้องจะดำเนินต่อไปจนกว่าฟองอากาศในระดับจะได้รับการแก้ไขที่เครื่องหมายศูนย์ หลังจากจัดตำแหน่งเสร็จแล้ว พวกมันจะถูกกำหนดด้วยพื้นผิวฐาน จะทำหน้าที่เป็นแนวทางในการติดตามความขนานของคู่มือที่ได้รับการฟื้นฟู เมื่อพูดถึงเครื่องกลึง ไกด์ที่อยู่ใต้เฮดสต็อค (ด้านหลัง) มักถูกเลือกเป็นฐานรอง การปฏิบัติแสดงให้เห็นว่าเป็นผู้ที่สึกหรอน้อยที่สุดระหว่างการใช้งานอุปกรณ์ ขอแนะนำให้ขัดคำแนะนำที่เลือกเป็นหลักไว้ล่วงหน้า การดำเนินการนี้จะช่วยขจัดการสึกหรอเล็กน้อย หลังจากนั้น คุณสามารถเริ่มขูดเตียง โดยตรวจสอบความขนานของพื้นผิวที่จะตัดเฉือนอย่างต่อเนื่อง ในการตรวจสอบความโค้ง (เกลียว) ขององค์ประกอบที่ได้รับการฟื้นฟู ในบางกรณี จะใช้ตัวบ่งชี้ แต่ปัจจุบันการใช้งานนั้นไม่น่าเชื่อถือเนื่องจากการเบี่ยงเบน (สูงสุด 0.01 มม.) ของไกด์ฐานจากแนวนอน การเบี่ยงเบนดังกล่าวจะทำให้เกิดข้อผิดพลาดในการคำนวณอย่างมาก ซึ่งจะยิ่งสูง ส่วนขยายของตัวยึดตัวบ่งชี้การทดสอบก็จะยิ่งมากขึ้น เราทราบถึงความจริงที่ว่าแนวขนานของไกด์ภายใต้ headstock ที่สัมพันธ์กับระนาบของการยึดลูกกลิ้งและสกรูวิ่งตลอดจนกล่องฟีดมักถูกละเมิด ความเบี่ยงเบนจากการขนานกันมากขึ้นจำนวนการซ่อมแซมตามกำหนดเวลาที่หน่วยได้รับมากขึ้น ในแต่ละครั้ง ช่างซ่อมต้องใช้เวลามากในการประกอบอุปกรณ์ เนื่องจากกระบวนการติดตั้งลูกกลิ้ง สกรู และกล่องป้อนอาหารตามที่ระบุกับสถานที่นั้นใช้เวลานานและซับซ้อนมาก หลังจากเตรียมพื้นผิวทั้งหมดเสร็จแล้ว ก็เริ่มขูดเส้นไกด์ ในกระบวนการดำเนินการตามขั้นตอนจะมีการตรวจสอบการบิดเกลียวและความขนานกันอย่างต่อเนื่อง การขูดพื้นผิวเฉพาะจะดำเนินการในลำดับที่แน่นอน สำหรับแต่ละเครื่องอาจแตกต่างกัน ดังนั้นเราจะจัดเตรียมแผนผังลำดับงานสำหรับการดำเนินการตามขั้นตอนนี้สำหรับเครื่องกลึงเกลียวทั่วไป (เช่น สำหรับเครื่อง 1E61PM) ในกรณีนี้ ลำดับของการขูดเส้นนำของเครื่องคือตามที่คุณเข้าใจ ตัวกั้นสำหรับ headstock (ด้านหลัง) จะได้รับการประมวลผลก่อน จากนั้นจึงใช้แนวทางต่อไปนี้: ใต้แถบหนีบและใต้แคร่ตลับหมึกโดยตรง ไม่อนุญาตให้เบี่ยงเบนจากการขนานตามความยาวมากกว่า 15 ไมครอน แนวรับ (แนวขวาง) เพื่อความตรง อาจเกิดข้อผิดพลาดได้ถึง 10 ไมครอน สำหรับการขนาน - สูงสุด 15 ไมครอน (ตัวบ่งชี้ถูกควบคุมโดยสะพานสอบเทียบและแผ่นสอบเทียบ) รถม้า (ไกด์ซึ่งกันและกัน). ระหว่างทำงาน ตรวจสอบให้แน่ใจว่าความแตกต่างของความขนานระหว่างแกนสกรูและไกด์ไม่เกิน 35 ไมครอน โดยใช้ไม้บรรทัดสามด้าน รถม้า (ไกด์ตามยาว) หากองค์ประกอบเหล่านี้ของอุปกรณ์เสื่อมสภาพไม่เพียงพอ จำเป็นต้องใช้สารต้านการเสียดสีเพื่อฟื้นฟู ในขั้นตอนที่อธิบายไว้ของงาน สิ่งสำคัญคือต้องบรรลุ coaxiality ที่เพียงพอของเพลา (วิ่ง) และพื้นที่ที่นั่ง ความน่าเชื่อถือของการมีส่วนร่วมของรางเคลื่อนที่ในทิศทางตามยาวกับชั้นวางและปีกนก ความตั้งฉากของแกนหมุน แกนและการเคลื่อนที่ของคาลิปเปอร์ในทิศทางตามขวาง ในอนาคต การบูรณะจะดำเนินการโดยใช้องค์ประกอบต้านการเสียดสีของตัวกั้นส่วนท้าย วัตถุประสงค์ของขั้นตอนเหล่านี้คือการบรรลุ: ความขนานของไกด์ของเฟรมและแกนของปากกาขนนก (ที่ความยาว 20 ซม. อาจมีข้อผิดพลาดสูงถึง 30 ไมครอน) coaxiality ของรูของปากกาขนนกและแกนหมุน (ในระนาบแนวนอน ส่วนเบี่ยงเบนที่อนุญาตที่ความยาว 30 ซม. คือ 10 ไมครอน ในระนาบแนวตั้ง - 30 ไมครอน) ในงานโลหะสำหรับการผลิตชิ้นส่วนทรงกระบอก (ทรงกรวย) จะใช้เครื่องกลึง อุปกรณ์การผลิตนี้มีหลายรุ่น และทุกรุ่นมีเลย์เอาต์ของส่วนประกอบและชิ้นส่วนที่คล้ายคลึงกันเกือบทั้งหมด หนึ่งในนั้นคือคาลิปเปอร์ของเครื่อง เครื่องกลึงทำเอง เพื่อความเข้าใจที่ดีขึ้นเกี่ยวกับฟังก์ชันต่างๆ ของคาลิปเปอร์กลึง คุณสามารถพิจารณาการใช้งานโดยใช้ตัวอย่างของรุ่น 16k20 ทั่วไป หลังจากตรวจสอบข้อมูลนี้แล้ว ช่างฝีมือประจำบ้านบางคนอาจมีแนวคิดที่จะสร้างเครื่องกลึงแบบโฮมเมดสำหรับงานโลหะด้วยมือของพวกเขาเอง นี่เป็นการประกอบเครื่องกลึงโลหะที่ค่อนข้างซับซ้อน แม้จะดูเรียบง่ายก็ตาม จากวิธีการทำ ติดตั้ง ปรับแต่งอย่างถูกต้อง - ขึ้นอยู่กับคุณภาพของส่วนในอนาคต และระยะเวลาที่ใช้ในการทำ กลับไปที่เมนู ↑ คาลิปเปอร์ที่วางอยู่บนเครื่อง 16k20 สามารถเคลื่อนที่ไปในทิศทางต่อไปนี้: ตามขวาง - ตั้งฉากกับแกนของชิ้นงานที่หมุนเพื่อให้ลึกลงไป ตามยาว - เครื่องมือตัดเคลื่อนที่ไปตามพื้นผิวของชิ้นงานเพื่อขจัดชั้นวัสดุส่วนเกินหรือหมุนเกลียว เอียง - เพื่อขยายการเข้าถึงพื้นผิวของชิ้นงานในมุมที่ต้องการ ก้ามปูสำหรับเครื่องรุ่น 16k20 อยู่ที่สไลด์ด้านล่าง ซึ่งเคลื่อนที่ไปตามไกด์ที่ยึดกับเฟรม และทำให้เกิดการเคลื่อนตัวตามยาว การเคลื่อนที่เกิดขึ้นจากการหมุนของสกรู ซึ่งจะแปลงแรงในการหมุนเป็นการเคลื่อนที่แบบแปลน ส่วนรองรับของเครื่องกลึงออกแบบมาเพื่อยึดและเคลื่อนย้ายเครื่องมือตัด ที่สไลด์ด้านล่าง คาลิปเปอร์ยังเคลื่อนที่ในแนวขวาง แต่ตามไกด์ที่แยกจากกัน (สไลด์ข้าม) ซึ่งตั้งฉากกับแกนของการหมุนของชิ้นส่วน แผ่นโรตารี่ติดอยู่ที่สไลด์ไขว้โดยใช้น็อตพิเศษซึ่งมีไกด์สำหรับการเลื่อนสไลด์บน คุณสามารถตั้งค่าการเคลื่อนไหวของสไลด์ด้านบนได้ ด้วยสกรูหมุน การหมุนของสไลด์บนในระนาบแนวนอนเกิดขึ้นพร้อมกันกับจาน ดังนั้น เครื่องมือตัดจึงถูกติดตั้งในมุมที่กำหนดกับชิ้นส่วนที่หมุนได้ ตัวเครื่องมีหัวตัด (ตัวจับเครื่องมือ) ซึ่งติดอยู่ที่สไลด์ด้านบนด้วยสลักเกลียวพิเศษและที่จับแยกต่างหาก การเคลื่อนที่ของก้ามปูเกิดขึ้นที่ลีดสกรู ซึ่งอยู่ใต้เพลาวิ่ง ฟีดนี้ดำเนินการด้วยตนเอง ในกระบวนการทำงานบนเครื่อง 16k20 จะเกิดการสึกหรอตามธรรมชาติ การคลายตัว การคลายตัวของตัวยึดคาลิปเปอร์ นี่เป็นกระบวนการทางธรรมชาติ และผลที่ตามมาจะต้องได้รับการตรวจสอบอย่างต่อเนื่องผ่านการปรับและการปรับเปลี่ยนอย่างสม่ำเสมอ ส่วนประกอบหลักของเครื่องกลึง ในการรองรับเครื่อง 16k20 มีการปรับดังต่อไปนี้: ระหว่างการเคลื่อนที่ตามขวางและตามยาวของคาลิปเปอร์ของเครื่อง 16k20 ไปตามรางเลื่อน สกรูและพื้นผิวการทำงานจะสึกหรอเนื่องจากแรงเสียดทานคงที่ การปรากฏตัวของพื้นที่ว่างดังกล่าวนำไปสู่การเคลื่อนไหวของก้ามปู, การติดขัด, การสั่นภายใต้แรงด้านข้างที่เกิดขึ้น การกวาดล้างที่มากเกินไปจะถูกลบออกด้วยความช่วยเหลือของเวดจ์ซึ่งรถถูกกดลงบนตัวกั้น กลับไปที่เมนู ↑ ฟันเฟืองปรากฏในสกรูไดรฟ์ คุณสามารถกำจัดมันได้โดยไม่ต้องถอดประกอบ ด้วยสกรูยึดที่อยู่บนอุปกรณ์เคลื่อนย้ายคาลิปเปอร์นี้ กลับไปที่เมนู ↑ ในระหว่างการทำงานระยะยาวกับโลหะบนเครื่องจักรขนาด 16k20 จะเกิดการสึกหรอและการอุดตันของซีลซึ่งอยู่ที่ปลายขอบของแคร่ตลับหมึก การมองเห็นนี้จะถูกกำหนดโดยลักษณะของแถบสกปรกระหว่างการเคลื่อนไหวตามยาวของคาลิปเปอร์ ฝาหน้ากลึงมีต่อม เพื่อขจัดปรากฏการณ์นี้โดยไม่ต้องแยกชิ้นส่วน จำเป็นต้องล้างบรรจุภัณฑ์สักหลาดและแช่ด้วยน้ำมันเครื่อง หากซีลที่สึกหรอไม่เหมาะสมอย่างยิ่ง ควรเปลี่ยนซีลใหม่ กลับไปที่เมนู ↑ เครื่องกลึงนี้จะเสื่อมสภาพเมื่อเวลาผ่านไปภายใต้ภาระงานโลหะที่สำคัญอย่างต่อเนื่อง การปรากฏตัวของการสึกหรอที่สำคัญนั้นสามารถกำหนดได้อย่างง่ายดายโดยสถานะของพื้นผิวของรางนำทาง อาจมีการกดทับเล็กน้อยซึ่งจะป้องกันไม่ให้คาลิปเปอร์เคลื่อนที่ไปในทิศทางที่กำหนด ด้วยการดูแลอย่างสม่ำเสมอตามเวลาที่กำหนด การซ่อมแซมดังกล่าวอาจไม่จำเป็น แต่ในกรณีที่มีข้อบกพร่องดังกล่าว ควรซ่อมแซม และในกรณีที่สึกหรออย่างรุนแรง - เปลี่ยนใหม่ คาลิปเปอร์ 16K20 มักจะต้องซ่อมแซมแคร่ตลับหมึก ซึ่งประกอบด้วยการคืนค่าไกด์ด้านล่างที่โต้ตอบกับไกด์ข้างเตียง ต้องใช้ความระมัดระวังเพื่อรักษาตำแหน่งตั้งฉากที่มั่นคงของแคร่ เมื่อทำการซ่อมคาลิปเปอร์ จำเป็นต้องตรวจสอบระนาบทั้งสองโดยใช้ระดับอาคาร กลับไปที่เมนู ↑ อุปกรณ์กลึงที่ใช้สำหรับงานโลหะนั้นง่ายมาก คุณสามารถประกอบเครื่องทำเองที่บ้านด้วยมือของคุณเองด้วยวิธีชั่วคราวซึ่งนำมาจากกลไกที่ไม่สามารถใช้งานได้ เครื่องกลึงทำเอง คุณควรเริ่มต้นด้วยโครงโลหะเชื่อมจากช่องซึ่งจะเป็นเตียง จากขอบด้านซ้าย headstock คงที่ด้านหน้าได้รับการแก้ไขและติดตั้งส่วนรองรับทางด้านขวา เครื่องจักรทำเองที่บ้านมีแกนหมุนสำเร็จรูปพร้อมหัวจับหรือแผ่นปิดหน้า สปินเดิลรับแรงบิดจากมอเตอร์ไฟฟ้าผ่านระบบส่งกำลังแบบสายพานวี เมื่อทำงานกับเครื่องจักรสำหรับโลหะ เป็นไปไม่ได้ที่จะจับใบมีดด้วยมือของคุณเอง (ต่างจากการทำงานกับไม้) ดังนั้น คุณจะต้องใช้คาลิปเปอร์ที่จะเคลื่อนที่ในแนวยาวมีการติดตั้งที่จับเครื่องมือโดยมีความเป็นไปได้ที่จะสลับไปตามทิศทางการเคลื่อนที่ของก้ามปู ตั้งค่าการเคลื่อนที่ของก้ามปูและด้ามเครื่องมือตามค่าที่กำหนด ด้วยสกรูล้อมือ ซึ่งมีวงแหวนที่มีหน่วยเมตริก มู่เล่ถูกขับเคลื่อนด้วยตนเอง ในการประกอบอุปกรณ์กลึงด้วยมือของคุณเองคุณจะต้อง: กระบอกไฮดรอลิก เพลาโช้คอัพ มุม, ช่อง, คานโลหะ; มอเตอร์ไฟฟ้า; สองรอก; เข็มขัด. เครื่องกลึงแบบโฮมเมดบนช่อง การประกอบเครื่องกลึงแบบโฮมเมดที่ต้องทำด้วยตัวเองมีดังนี้: โครงสร้างเฟรมประกอบขึ้นจากสองช่องและคานโลหะสองอัน เมื่อทำงานกับชิ้นส่วนที่ยาวเกิน 50 มม. ในอนาคต ควรใช้วัสดุที่มีความหนาอย่างน้อย 3 มม. สำหรับมุมและหนา 30 มม. สำหรับแท่ง เพลาตามยาวได้รับการแก้ไขในสองช่องพร้อมไกด์ที่มีกลีบซึ่งแต่ละอันถูกยึดหรือเชื่อม สำหรับการผลิต headstock จะใช้กระบอกไฮดรอลิกซึ่งมีความหนาของผนังอย่างน้อย 6 มม. ตลับลูกปืนสองตัว 203 ถูกกดเข้าไป ผ่านตลับลูกปืนเส้นผ่านศูนย์กลางภายใน 17 มม. วางเพลา ไฮดรอลิค กระบอกสูบเต็มไปด้วยน้ำมันหล่อลื่น น็อตที่มีเส้นผ่านศูนย์กลางขนาดใหญ่ติดตั้งอยู่ใต้รอกเพื่อป้องกันไม่ให้ตลับลูกปืนถูกบีบออก รอกที่เสร็จแล้วนำมาจากเครื่องซักผ้าเก่า คาลิปเปอร์ทำจากจานที่มีไกด์ทรงกระบอกเชื่อมติดกัน ตลับสามารถทำจากชิ้นส่วนของท่อที่มีเส้นผ่านศูนย์กลางที่เหมาะสม โดยเชื่อมด้วยน็อตและรูสำหรับสลัก 4 ตัว ไดรฟ์สามารถเป็นมอเตอร์ไฟฟ้าของเครื่องซักผ้าเครื่องเดียวกัน (กำลัง 180 วัตต์) ซึ่งเชื่อมต่อกับ headstock โดยใช้สายพาน ในสถานการณ์ที่อุปกรณ์กลึงเสีย ไม่จำเป็นต้องซื้อเครื่องใหม่ที่มีราคาแพง หลังจากการซ่อมแซมที่มีความสามารถ เครื่องกลึงจะสามารถดำเนินการด้านเทคโนโลยีทั้งหมดสำหรับการแปรรูปโลหะได้อย่างมีประสิทธิภาพและประสิทธิผลอีกครั้ง ก่อนที่จะเข้าใจกระบวนการเช่นการซ่อมเครื่องกลึง จำเป็นต้องจำไว้ว่าการกลึงคืออะไรและมีการจัดเตรียมอุปกรณ์สำหรับการใช้งานอย่างไร ไม่สามารถซื้ออุปกรณ์ใหม่ได้เสมอไป มีทางออกเดียวเท่านั้น - ซ่อม เมื่อหมุน งานจะได้รับการแก้ไขเพื่อลดขนาดเส้นผ่านศูนย์กลางของชิ้นงานซึ่งทำการเคลื่อนที่แบบหมุนโดยยึดเข้ากับสปินเดิลของเครื่องจักร การกำจัดชั้นของโลหะส่วนเกิน (เนื่องจากเส้นผ่านศูนย์กลางของชิ้นงานลดลง) ดำเนินการโดยหัวกัดที่มีคมตัด มันสามารถเคลื่อนที่ในแนวยาว (ฟีด) และทิศทางตามขวาง ด้วยการตั้งค่าพารามิเตอร์ของการเคลื่อนที่เหล่านี้ (การหมุน การเคลื่อนที่ตามยาว และแนวขวางของเครื่องมือตัด) สามารถควบคุมความหนาของชั้นของโลหะที่จะถูกลบออกและรูปร่างของเศษ และส่งผลต่อคุณภาพของการตัดเฉือนที่กำลังดำเนินการ หน่วยโครงสร้างหลักของกลุ่มเครื่องกลึงประกอบด้วย: โครงรองรับพร้อมไกด์ซึ่งส่วนท้ายของเครื่องกลึงและก้ามปูจะเคลื่อนที่ headstock ที่ด้านซ้ายของเตียง (องค์ประกอบโครงสร้างที่สำคัญที่สุดของ headstock คือชุดแกนหมุนและหัวจับซึ่งชิ้นงานที่ประมวลผลบนเครื่องได้รับการแก้ไข) กล่องเกียร์ติดตั้งอยู่ด้านหน้าเตียง ตัวคาลิปเปอร์โดยตรงซึ่งมีสไลด์เพื่อให้แน่ใจว่าการเคลื่อนที่ตามขวางของเครื่องมือตัด ตัวจับยึดเครื่องมือที่เคลื่อนไปตามทางขวางของก้ามปู องค์ประกอบหลักของเครื่องกลึงโลหะ หน่วยที่อยู่ในรายการซึ่งจำเป็นต้องบำรุงรักษาเป็นประจำและบางครั้งต้องซ่อมแซม อาจมีการดัดแปลงต่างๆ ซึ่งกำหนดวัตถุประสงค์และการทำงานของเครื่องจักร (การตัดหลายจุด การหมุนป้อมปืน ฯลฯ) สถานการณ์ที่พบบ่อยที่สุดซึ่งไม่จำเป็นต้องบำรุงรักษาอีกต่อไป แต่สำหรับการซ่อมแซมหน่วยการเลี้ยว ได้แก่ การสึกหรอของไกด์ แบริ่ง ความล้มเหลวของตะเกียบที่เปลี่ยนองค์ประกอบของจุดต่อเกียร์ ฯลฯ โดยธรรมชาติแล้วหลังจากการทำงานเป็นเวลานาน การหมุน อุปกรณ์จำเป็นต้องได้รับการซ่อมแซมครั้งใหญ่ ซึ่งควรได้รับการจัดเตรียมอย่างเหมาะสมและทั่วถึง ระดับของการสั่นสะเทือนและเสียงรบกวนที่ปล่อยออกมาจากชิ้นส่วนที่สึกหรอของเครื่องกลึงจะถูกกำหนดเมื่ออุปกรณ์ไม่ทำงาน นอกจากนี้ยังมีการตรวจสอบการส่ายของแกนและรัศมีของชุดสปินเดิล ในการวินิจฉัยสภาพของตลับลูกปืนกลิ้ง จำเป็นต้องประมวลผลชิ้นงานทดสอบและเปรียบเทียบพารามิเตอร์ทางเรขาคณิตที่ได้รับกับค่าที่ต้องการ ในหลายกรณี การกระทำดังกล่าวทำให้คุณสามารถหลีกเลี่ยงการซ่อมแซมอุปกรณ์ครั้งใหญ่ และจำกัดตัวคุณเองให้กำจัดข้อบกพร่องในพื้นที่ หากยังคงจำเป็นต้องยกเครื่องกลึงครั้งใหญ่ ก่อนหน้านั้นจำเป็นต้องทำความสะอาดอุปกรณ์อย่างทั่วถึงจากสิ่งสกปรกและฝุ่นละอองที่สะสมระหว่างการใช้งาน ของเหลวทางเทคนิคทั้งหมดที่จำเป็นสำหรับการทำงานของเครื่องจักร (น้ำมัน สารหล่อเย็น) ต้องถูกระบายออก จากนั้นตรวจสอบว่าองค์ประกอบโครงสร้างทั้งหมดของอุปกรณ์เข้าที่หรือไม่ ทางเลือกของวิธีการซ่อมแซมไกด์ของกลุ่มกลึง (การซ่อมแซมด้วยตนเองโดยไม่ต้องใช้อุปกรณ์พิเศษนั้นค่อนข้างยาก) ขึ้นอยู่กับว่าองค์ประกอบโครงสร้างเหล่านี้สึกหรอมากน้อยเพียงใดมีความแข็งเท่าใดทีมซ่อมจะดีแค่ไหน มีส่วนร่วมในงานนี้เป็นอุปกรณ์ทางเทคนิค ขั้นตอนยาก. คู่มือเตียงกลึงที่สวมใส่ สามารถคืนค่าไกด์เบดที่สึกหรออย่างมากหลังจากใช้งานเป็นเวลานานได้หลายวิธี: การไส การกัด การขูด (มีและไม่มีการขัด) การดึง การเจียร การกลิ้งด้วยลูกกลิ้งพิเศษ วิธีการทั่วไปที่ใช้ในการยกเครื่องเตียงกลึง ได้แก่ การไส การขูด และการเจียร เป็นไปได้ที่จะชี้แจงปริมาณการสึกหรอของไกด์ก็ต่อเมื่อขจัดสิ่งสกปรกและรอยตำหนิที่มีอยู่ออกจากพื้นผิวแล้วเท่านั้น ในการกำหนดช่องว่างที่มีอยู่บนโหนดเหล่านี้ของเครื่องกลึงนั้นจะใช้ไม้บรรทัดโลหะกับพวกเขาและใช้โพรบระบุพื้นที่ที่สึกหรอที่สุดซึ่งจำเป็นต้องซ่อมแซมอย่างเร่งด่วนโดยทำการวัดทุก ๆ 30–50 ซม. ตรวจสอบเตียงด้วยโคมไฟแบบโฮมเมด ผู้เชี่ยวชาญมากประสบการณ์สามารถระบุส่วนที่สึกหรอมากที่สุดของราวกั้นเตียงโดยใช้กระดาษบางซึ่งมีความหนาไม่เกิน 0.02 มม. กระดาษดังกล่าวถูกวางทับบนโหนดที่พิจารณาของเครื่องกลึงและกดทับด้วยไม้บรรทัดโลหะ ในสถานที่ที่ไกด์ไม่ได้รับการสึกหรออย่างรุนแรงกระดาษจะไม่ถูกดึงออกจากใต้ไม้บรรทัด แต่จะแตกออกตามขอบ การขูดแม้ว่าจะเป็นกระบวนการที่ค่อนข้างลำบาก แต่ก็ทำได้ค่อนข้างบ่อย เนื่องจากช่วยให้คุณสามารถคืนค่าพารามิเตอร์ทางเรขาคณิตของโหนดที่พิจารณาของเครื่องกลึงได้อย่างมีประสิทธิภาพ การกำหนดส่วนที่สึกหรอน้อยที่สุดของเฟรม ในการขูดซึ่งเป็นส่วนหนึ่งของการยกเครื่องโครงอุปกรณ์ได้รับการติดตั้งบนฐานที่แข็งแรงโดยจัดตำแหน่งขององค์ประกอบในทิศทางตามยาวและตามขวางและหากจำเป็นให้ใช้รองเท้าและเวดจ์เพื่อปรับตำแหน่ง เมื่อตรวจสอบสภาพของตัวกั้นเตียงและระดับการสึกหรอ ชิ้นส่วนที่อยู่ใต้ส่วนท้ายจะถูกใช้เป็นพื้นผิวฐาน (เป็นส่วนที่สึกหรอน้อยที่สุดระหว่างการใช้งาน) หลังจากการขูดแต่ละขั้น เครื่องกลึงเหล่านี้จะได้รับการตรวจสอบความขนานและความโค้ง หากไกด์เบดที่จำเป็นต้องซ่อมแซมได้รับการชุบแข็ง การเจียรเป็นวิธีที่ดีที่สุดในการคืนค่าพารามิเตอร์ทางเรขาคณิต คู่มือการบดเตียงในโรงรถ การเจียรตัวกั้นของเตียงเมื่อเปรียบเทียบกับการขูดนั้นให้ผลผลิตที่สูงกว่า แต่ไม่แนะนำให้ใช้วิธีนี้เมื่อทำการคืนค่าโหนดที่ไม่ชุบแข็ง เพื่อให้การเจียรเตียงกลึงมีคุณภาพสูง รอยบุบและเสี้ยนทั้งหมดจะต้องได้รับการทำความสะอาดอย่างระมัดระวัง จากนั้นเฟรมสำหรับการซ่อมแซมจะได้รับการแก้ไขบนเดสก์ท็อปของกบตามความขนานของพื้นผิวและทิศทางของการเคลื่อนที่ นอกจากนี้ โดยใช้ระดับที่ติดตั้งบนสะพานของส่วนท้าย ให้ตรวจสอบการบิดของไกด์ หลังจากนั้นพวกเขาก็เริ่มบดโหนดเหล่านี้ หากไกด์เบดที่จำเป็นต้องซ่อมแซมในระหว่างการยกเครื่องไม่แข็งตัว ก็ควรดำเนินการโดยใช้ไสแบบเรียบ ก่อนการเจียร ก่อนเสร็จสิ้นการไส เตียงควรได้รับการทำความสะอาดเบื้องต้นของนิกส์ที่มีอยู่และแก้ไขบนพื้นผิวการทำงานของกบไสตามยาว ตรวจสอบความขนานขององค์ประกอบกับทิศทางของการเคลื่อนที่ เมื่อใช้วิธีการซ่อมแซมนี้ ไกด์เบดจะถูกตัดเฉือนด้วยคัตเตอร์ใน 3-4 รอบ หลังจากนั้นจะตรวจสอบความขนาน ความตรง และการบิด หากหลังจากประมวลผลแล้ว พารามิเตอร์ทางเรขาคณิตทั้งหมดของหน่วยที่ซ่อมแซมแล้วตรงตามข้อกำหนด เฟรมจะถูกลบออกจากพื้นผิวของเดสก์ท็อปของอุปกรณ์ไสตามยาว วิดีโอของการดำเนินการฟื้นฟูดังกล่าวแสดงให้เห็นว่าแทบจะเป็นไปไม่ได้เลยที่จะทำด้วยตัวเองโดยไม่มีอุปกรณ์พิเศษสำหรับการซ่อมแซม เนื่องจากการขูดเป็นวิธีการทั่วไปวิธีหนึ่งในการซ่อมตัวกั้นเตียง เราจะพิจารณาลำดับของการดำเนินการทางเทคโนโลยีนี้ การยกเครื่องคาลิปเปอร์แคร่นั้นเกี่ยวข้องกับการบูรณะไกด์ด้านล่าง ควบคู่ไปกับไกด์นำเตียง นอกจากนี้ เมื่อทำการคืนค่าหน่วยนี้ จำเป็นต้องทำให้แนวตั้งฉากของระนาบเคลื่อนที่ไปยังระนาบที่ผ้ากันเปื้อนของเครื่องกลึงและกล่องป้อนอาหารได้รับการแก้ไข เพื่อระบุระดับความเบี่ยงเบนของระนาบเหล่านี้จากบรรทัดฐาน ระดับและโพรบที่มีความหนาต่างๆ ถูกนำมาใช้ อันเป็นผลมาจากการยกเครื่องใหม่ ควรวางแท่นเครื่องกลึงให้ขนานกับการเคลื่อนที่ตามขวางของส่วนรองรับด้วยความแม่นยำ 0.02 มม. ที่ความยาว 300 มม. พารามิเตอร์นี้ตรวจสอบโดยใช้ตัวบ่งชี้พิเศษซึ่งได้รับการแก้ไขในที่จับเครื่องมือของเครื่องกลึง ซ่อมคู่มือการขนส่ง การคืนค่าพารามิเตอร์ของรางนำทางนั้นดำเนินการโดยใช้แผ่นชดเชยพิเศษหรือพลาสติกอะคริลิกและซ่อมแซมสไลด์กากบาทด้วยการเจียร สไลด์บนของคาลิปเปอร์ หากจำเป็นต้องซ่อมแซม ให้ขูดและจัดตำแหน่งก่อน จากนั้นจึงทำการขัด ลำดับการจัดตำแหน่งแกนของลีดสกรูและเพลากับกล่องป้อนและผ้ากันเปื้อนของหลุมกลึงแสดงให้เห็นวิดีโอของกระบวนการดังกล่าว ขั้นตอนนี้ดำเนินการในลำดับต่อไปนี้ ตัวกล่องป้อนเครื่องกลึงจับจ้องอยู่ที่เฟรม ตัวเลื่อนตามยาวติดตั้งอยู่ตรงกลางของเฟรม โดยยึดแถบหนีบด้านหลังด้วยสกรู ผ้ากันเปื้อนของเครื่องกลึงเชื่อมต่อกับแคร่ตลับหมึกด้วยสกรู ใส่แมนเดรลควบคุมเข้าไปในรูของผ้ากันเปื้อนและกล่องป้อน ซึ่งรวมถึงลีดสกรูและเพลา แคร่ที่มีผ้ากันเปื้อนถูกนำไปที่กล่องฟีดและในเขตสัมผัสของแมนเดรลควบคุมจะกำหนดปริมาณของแนวที่ไม่ตรง บรรลุความเป็นแกนร่วมของแมนเดรลโดยการติดตั้งแผ่นอิเล็กโทรดใหม่ ขูดไกด์เครื่อง หรือติดตั้งกล่องป้อนกลับเข้าไปใหม่ พื้นผิว 3, 4 และ 6 (รูปที่ 87, a) - ไกด์ที่ส่วนท้ายของเครื่องกลึงเคลื่อนที่สึกหรอน้อยกว่าพื้นผิว 7 และ 8 ของไกด์ด้านหน้าของคาลิปเปอร์ พื้นผิว 1, 2, 10 สึกหรอน้อยกว่าเล็กน้อย พื้นผิว 5, 9, 11 และ 12 แทบไม่สึกเลย การสึกหรอที่แตกต่างกันของพื้นผิวตัวนำนั้นอธิบายได้จากข้อเท็จจริงที่ว่าเมื่อชุดประกอบ ส่วนท้าย และคาลิปเปอร์เคลื่อนที่ พื้นผิวเหล่านี้จะได้รับภาระที่แตกต่างกัน ตาม GOST 18097-72 เมื่อทำการซ่อมเตียงเครื่องกลึงควรปฏิบัติตามข้อกำหนดต่อไปนี้: ไกด์จะต้องตรง ความนูนที่อนุญาตคือ 0.02 มม. ต่อความยาว 1,000 มม. พื้นผิว 2, 3, 4, b, 7 และ 8 ต้องขนานกันในระนาบแนวนอน ไม่พบความโค้งของเกลียวเมื่อไกด์ถูกบิด เช่นเดียวกับเกลียว ส่วนเบี่ยงเบนที่อนุญาตคือ 0.02 มม. ต่อความยาว 1,000 มม. พื้นผิว 7 และ 5 ต้องขนานกับพื้นผิว 11 และ 12 ใต้ราง ส่วนเบี่ยงเบนที่อนุญาตคือ 0.10 มม. สำหรับความยาวทั้งหมดของเตียง พื้นผิว 3 และ 4 ต้องขนานกับพื้นผิว 7 และ 8 ส่วนเบี่ยงเบนที่อนุญาตคือ 0.03 มม. สำหรับความยาวทั้งหมดของเตียง พื้นผิว 1 และ 10 ต้องขนานกับพื้นผิว 2.7 และ 8 ซึ่งมีความคลาดเคลื่อน 0.03 มม. ตลอดความยาวของเฟรม ความทนทานของตัวกั้นเตียงส่วนใหญ่ขึ้นอยู่กับโหมดการทำงานของเครื่องและคุณภาพในการบำรุงรักษา ในการคืนค่าความแม่นยำของไกด์ เฟรมจะถูกติดตั้งบนขาตั้งหรือพื้นแข็ง และตำแหน่งของมันจะถูกตรวจสอบในทิศทางตามยาวตามระดับ 10 (รูปที่ 88) ส่วนหลังถูกติดตั้งบนส่วนที่สึกหรอน้อยกว่าของเส้นบอกแนวแนวนอนตลอดความยาวทั้งหมด ตำแหน่งของเตียงกลึงในทิศทางตามขวางจะถูกตรวจสอบด้วยระดับโครง ซึ่งใช้กับระนาบที่ติดกล่องป้อนอาหาร ในเวลาเดียวกันจะมีการตรวจสอบการบิดเกลียวซึ่งใช้สะพานหรือแคร่ (ใช้เป็นสะพานและระดับ) สะพานถูกติดตั้งในส่วนต่างๆ ตามแนวราง ขึ้นอยู่กับการอ่านระดับ ตำแหน่งของเฟรมจะถูกปรับด้วยรองเท้า 14 (ดูรูปที่ 87, b, I) หรือเวดจ์ 15 (รูปที่ 87, b, II) วางไว้ใต้ฐานหรือใต้ขา สะดวกในการติดตั้งเฟรมบนสลักเกลียว 16 (รูปที่ 87, b, III) โดยการคลายเกลียวหรือขันน็อตของแม่แรง เฟรมจะถูกยกขึ้นหรือลง การปรับจะดำเนินการจนกว่าฟองของหลอดหลักของระดับอยู่ในตำแหน่งศูนย์ ซึ่งระบุตำแหน่งที่ถูกต้องของเตียง หลังจากจัดตำแหน่งเฟรมแล้ว จะมีการเลือกพื้นผิวฐาน ซึ่งควบคุมความขนานของไกด์ที่ซ่อมแซมแล้วทั้งหมด * ที่แท่นกลึง (ดูรูปที่ 87, a) ไกด์ 3, 4 และ 6 สำหรับส่วนท้ายมักจะใช้เป็นฐาน เนื่องจากพวกมันสึกหรอน้อยกว่าไกด์อื่นๆ พื้นผิวเหล่านี้ถูกตัดครั้งแรกเพื่อขจัดการสึกหรอ โดยตรวจสอบความตรงและความเรียบเป็นระยะด้วยไม้บรรทัด เมื่อเตรียมฐานตามไม้บรรทัดควบคุมแล้วพื้นผิวของไกด์ 2.7 และ 8 จะถูกขูด (ดูรูปที่ 87, a) ด้วยการตรวจสอบความขนาน ช่างซ่อมบางคนตรวจสอบความโค้งของเกลียวไกด์ด้วยตัวบ่งชี้ (ดูรูปที่ 89, b) อย่างไรก็ตาม วิธีนี้ไม่น่าเชื่อถือ เนื่องจากไกด์ที่ติดตั้งขาตั้ง 6 ของตัวบ่งชี้ 4 มักจะมีความเบี่ยงเบนในระนาบแนวนอนไม่เกิน 0.01 มม. ในกรณีนี้ ตัวบ่งชี้ของลูกศรบ่งชี้จะไม่ถูกต้อง ข้อผิดพลาดจะยิ่งมากขึ้น ผู้ถือ 5 ของตัวบ่งชี้นานขึ้น อย่างไรก็ตาม ควรสังเกตว่าแม้จะมีการสึกหรอต่ำของไกด์หางปลาไหล แต่ความขนานของมันกับระนาบสำหรับการยึดกล่องป้อนและการยึดโครงยึดลีดสกรูและเพลานำมักถูกละเมิด ความเบี่ยงเบนเพิ่มขึ้นตามจำนวนการซ่อมเครื่องที่เพิ่มขึ้น ซึ่งเป็นเหตุว่าทำไมเมื่อประกอบเครื่องที่ซ่อมแซมจึงจำเป็นต้องใช้เวลามากในการติดตั้งกล่องป้อน ตัวยึดลีดสกรู และลูกกลิ้งนำเข้าที่ โดยการขูดด้วยมือ นี้สามารถหลีกเลี่ยงได้โดยใช้เทคโนโลยีการซ่อมแซมที่มีเหตุผลมากขึ้นองค์ประกอบสำคัญของเทคโนโลยีนี้คือส่วนที่ยาว 200-300 มม. ที่ปลายพื้นผิว 11 และ 12 ถูกนำมาเป็นฐาน (ดูรูปที่ 87, a) พื้นผิวเหล่านี้ปราศจากการสึกหรอ ดังนั้นจึงไม่จำเป็นต้องเตรียมการล่วงหน้า เช่น ไกด์หางปลาไหล ในตอนท้ายของการเตรียมพื้นผิวฐาน พวกเขาจะเริ่มขูดไกด์ ขั้นแรกให้พื้นผิวที่ระบุในรูปที่ 87 และหมายเลข 3, 4 และ 6 ในเวลาเดียวกัน ในบางครั้ง ความขนานและการบิดเกลียวของพื้นผิวเหล่านี้จะถูกตรวจสอบด้วยสะพานสากล เพื่อความสะดวกในการวัด จะมีการติดตั้งตัวบ่งชี้สองตัวบนฟิกซ์เจอร์ พวกเขากำหนดความขนานระหว่างพื้นผิวของตัวนำและบีคอน และกำหนดระดับความโค้งของเกลียว ถัดไปขูดพื้นผิว 2, 7 และ 8 ความโค้งของพื้นผิว 2,7 และ 8 ถูกตรวจสอบด้วยระดับ (รูปที่ 89, a) และความขนานของพื้นผิว 7 และ 8 กับพื้นผิวฐานจะถูกตรวจสอบด้วย ตัวบ่งชี้ พื้นผิว 1 และ 10 ถูกขูดเป็นครั้งสุดท้าย ในการพิจารณาการสึกหรอของไกด์ ให้ใช้ไม้บรรทัดควบคุมและโพรบ (รูปที่ 90, a) ความยาวของไม้บรรทัดต้องมีอย่างน้อย 2/3 ของความยาวของพื้นผิวที่กำลังตรวจสอบ เริ่มตรวจสอบก่อนอื่นเลย พวกเขาทำความสะอาดพื้นผิวของไกด์เพื่อขจัดรอยบุบและรอยถลอกที่หยาบกร้าน หลังจากนั้นจะใช้ไม้บรรทัด 1 และโพรบ 3 วัดช่องว่างระหว่างมันกับไกด์ 2 ทุกๆ 300-500 มม. ในกรณีที่ช่องว่างมากที่สุด การสึกหรอของไกด์ กล่าวคือ ความเบี่ยงเบนจากความตรงจะสูงสุด ตรวจสอบพื้นผิวกว้างเพื่อความเรียบ (รูปที่ 90, b) เมื่อต้องการทำเช่นนี้ ไม้บรรทัด 1 ถูกวางบนไทล์ควบคุม 2 และ 3 สองแผ่นที่มีขนาดเท่ากัน และวัดระยะห่างระหว่างพื้นผิวของส่วนที่ 4 กับไม้บรรทัดด้วยโพรบ ทำได้หลายทิศทาง - a, b, c, d และ e แต่ละครั้งจะทำการวัดหลายจุดตามความยาวของไม้บรรทัด แทนที่จะใช้โพรบ บางครั้งใช้กระดาษทิชชู่ชิ้น (กลีบ) หนา 0.02 มม. กลีบถูกวางไว้ในหลาย ๆ ที่บนไกด์และวางไม้บรรทัดไว้ หลังจากนั้นพวกเขาก็เริ่มดึงกลีบออกจากใต้ไม้บรรทัด หากพื้นผิวตรงกลีบจะถูกกดและจะไม่ดึงออก แต่จะตัดปลายออกเท่านั้น ในกรณีที่ไกด์ยาวกว่าไม้บรรทัดควบคุมที่มีอยู่มาก ปริมาณการสึกหรอจะถูกกำหนดโดยระดับช่างทำกุญแจที่ละเอียดอ่อนโดยใช้อุปกรณ์พิเศษ - สะพานหรือฐานของส่วนท้ายจะใช้แทน ในรูป 90 แสดงแผนภาพการวัดการสึกหรอของตัวกั้นเฟรมในระนาบแนวตั้ง สะพานที่มีระดับอยู่ในแนวยาวจะเคลื่อนไปตามไกด์ บริเวณที่ระดับฟองสบู่จะเบี่ยงเบนมากที่สุดจะเป็นส่วนที่สึกหรอมากที่สุด เมื่อพบส่วนนี้แล้ว พวกเขาจึงแบ่ง (ไปจากส่วนนี้) เฟรมออกเป็นส่วนๆ ที่มีความยาวเท่ากัน ซึ่งสอดคล้องกับระยะห่างระหว่างส่วนรองรับของสะพาน ในส่วนเริ่มต้น ระดับจะถูกปรับระดับเพื่อให้ฟองของหลอดหลักอยู่ที่ตำแหน่งตรงกลาง นั่นคือ อยู่ที่ศูนย์ เมื่อกำหนดปริมาณการสึกหรอตามวิธีที่อธิบายไว้ จะต้องคำนึงว่าระดับแสดงความเบี่ยงเบนที่เกินความยาว 1,000 มม. ในขณะที่การวัดจะดำเนินการในส่วนที่มีความยาวสั้นกว่า ดังนั้น การอ่านระดับจะต้องคำนวณใหม่โดยสัมพันธ์กับระยะทางที่วัดได้จริง ตัวอย่างเช่น หากค่าหารของมาตราส่วนระดับคือ 0.04 มม. ต่อ 1,000 มม. และแต่ละระยะที่วัดได้คือ 500 มม. ค่าหารในส่วนเหล่านี้จะเท่ากับ 0.02 มม. การสึกหรอของไกด์แนวนอนถูกกำหนดโดยสะพานและระดับดังนี้เมื่อวางสะพานไว้บนส่วนที่สึกหรอมากที่สุดของโครง ซึ่งพบได้จากข้อเท็จจริงที่ว่าที่ขอบของส่วนนี้ ระดับฟองสบู่จะเบี่ยงเบนไปในทิศทางเดียวและอีกทางหนึ่ง (ปล่อยให้เป็นส่วนที่ 4-5) ให้ย้าย สะพานที่มีระดับไปยังส่วนถัดไป 5-6 . ที่นี่ ตัวบ่งชี้ระดับถูกกำหนด (ฟองเบี่ยงเบนไปทางการเพิ่มขึ้น) และตัวบ่งชี้นี้จะถูกป้อนในตารางกราฟที่รวบรวมเป็นพิเศษ ตัวอย่างเช่น หากฟองอากาศเบี่ยงเบน เช่น แบ่งเป็น 3 ส่วน ด้วยราคาหาร 0.04 มม. ต่อ 1,000 มม. และระยะห่างระหว่างส่วนที่วัดได้ 500 มม. ส่วนเบี่ยงเบนความตรงจะแสดงเป็น 0.02X3 = 0.06 มม. ถัดไป สะพานจะวางระดับในส่วน 6-7 และการอ่านระดับจะถูกบันทึกด้วย หากได้ผลลัพธ์ 0.06 มม. ที่นี่ ความเบี่ยงเบนจริงจากความตรงในส่วนที่ 5-6 คือ 0.12 มม. วิธีการกำหนดความไม่ตรงของเส้นบอกแนวโดยใช้ระดับนั้นใช้กันอย่างแพร่หลายในการซ่อมอุปกรณ์ อย่างไรก็ตาม ระดับจะตรวจสอบความไม่ตรงในระนาบแนวตั้งเท่านั้น ดังนั้นวิธีการควบคุมด้วยแสงจึงแพร่หลายมากขึ้นเรื่อย ๆ ซึ่งวิธีการปรับเทียบอัตโนมัติเป็นวิธีที่ก้าวหน้าที่สุด วิดีโอ (คลิกเพื่อเล่น) วิธีนี้ช่วยให้สามารถวัดความเบี่ยงเบนของความตรงได้ในระนาบแนวตั้งและแนวนอน การวัดจะดำเนินการโดยใช้ออโต้คอลลิเมเตอร์ 2 ที่ยึดแน่นหนา (รูปที่ 91) และกระจกแบน 4 ซึ่งเคลื่อนที่ไปตามพื้นผิวที่กำลังตรวจสอบ กระจกถูกติดตั้งบนสะพานอเนกประสงค์หรือสะพานพิเศษและปรับให้ตั้งฉากกับแกนการเล็งด้วยแสง 3 ของออโต้คอลลิเมเตอร์และภาพจะตรงกับเป้าเล็งของกล้องจุลทรรศน์ตา 1 โดยการเลื่อนสะพานกับกระจกไปตามเส้นนำโดย ขั้นตอนที่ L ตำแหน่งของกระจกจะเปลี่ยนเนื่องจากการไม่ตรงของแต่ละส่วน มุมเอียงที่สัมพันธ์กับตำแหน่งเริ่มต้นกำหนดความไม่ตรง ซึ่งนับบนมาตราส่วนของกล้องจุลทรรศน์และวางแผนในลักษณะเดียวกับที่แสดงในรูปที่ 90, ค. ให้คะแนนบทความนี้: ระดับ 3.2 ผู้มีสิทธิเลือกตั้ง: 85 บทความที่เกี่ยวข้องเพิ่มเติมจากผู้เขียน อย่างรวดเร็ว DIY Dodge Grand Caravan Repair Hydrodistributor p 80 ซ่อมแซมด้วยตัวเอง ไดรฟ์ซ่อมแซมกันชนทำเอง2 ซ่อมหลอดไฟ LED ด้วยมือของคุณเองด้วยไฟ 220 โวลต์ ไฟเบอร์กลาสซ่อมแซมกันชนทำมันด้วยตัวเอง คำแนะนำ ซ่อมเครื่องตัดหญ้า kickstarter ด้วยตัวเอง เป็นที่นิยม การซ่อมแซมสะพานไดโอดกำเนิดของ Bosch ที่ต้องทำด้วยตัวเอง ซ่อมหม้อต้ม ferroli diva 24 ด้วยตัวเอง ซ่อมปั๊มไหลด้วยตัวเอง แร็คพวงมาลัย IZH 2717 ซ่อมเองได้ โหลดเพิ่ม ใหม่ งบประมาณ คิวซ่อมคิวทำด้วยตัวเอง อย่างรวดเร็ว ซ่อมจักรเย็บผ้าด้วยมือของคุณเอง ซ่อมเครื่องชาร์จแล็ปท็อป hp ด้วยมือของคุณเอง งานฝีมือ Vaz 2109 ซ่อมด้วยตัวเอง